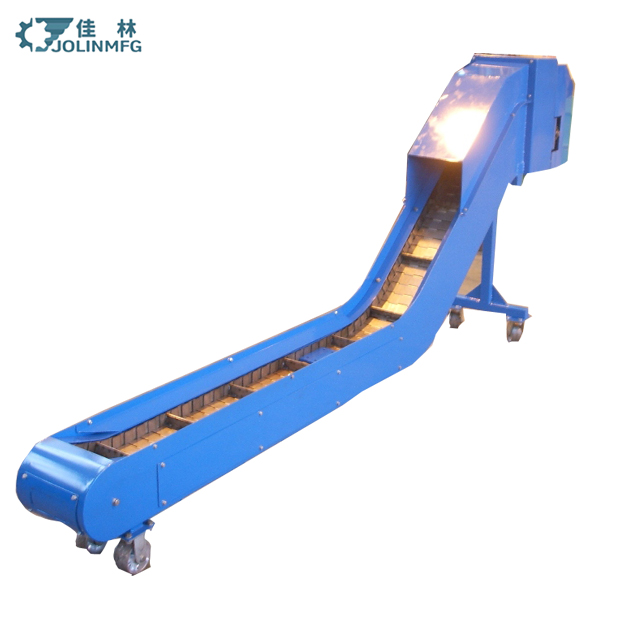
Industrial Belt Conveyor System
This belt conveyor system is designed for efficient material handling. It features a robust steel frame, durable conveyor belt, and a geared motor drive for reliable operation.

Technical Specifications
Overview
Industrial Belt Conveyor System
This friction-driven belt conveyor system is designed for continuous, reliable material transport across industrial environments. It efficiently handles powdery, granular, and bagged materials, making it ideal for applications ranging from waste slurry treatment to general manufacturing logistics. Engineered for stability and energy efficiency, the system offers a robust, low-maintenance solution for rhythmic production flow lines.
Technical Specifications
- Conveying Capacity
- High capacity
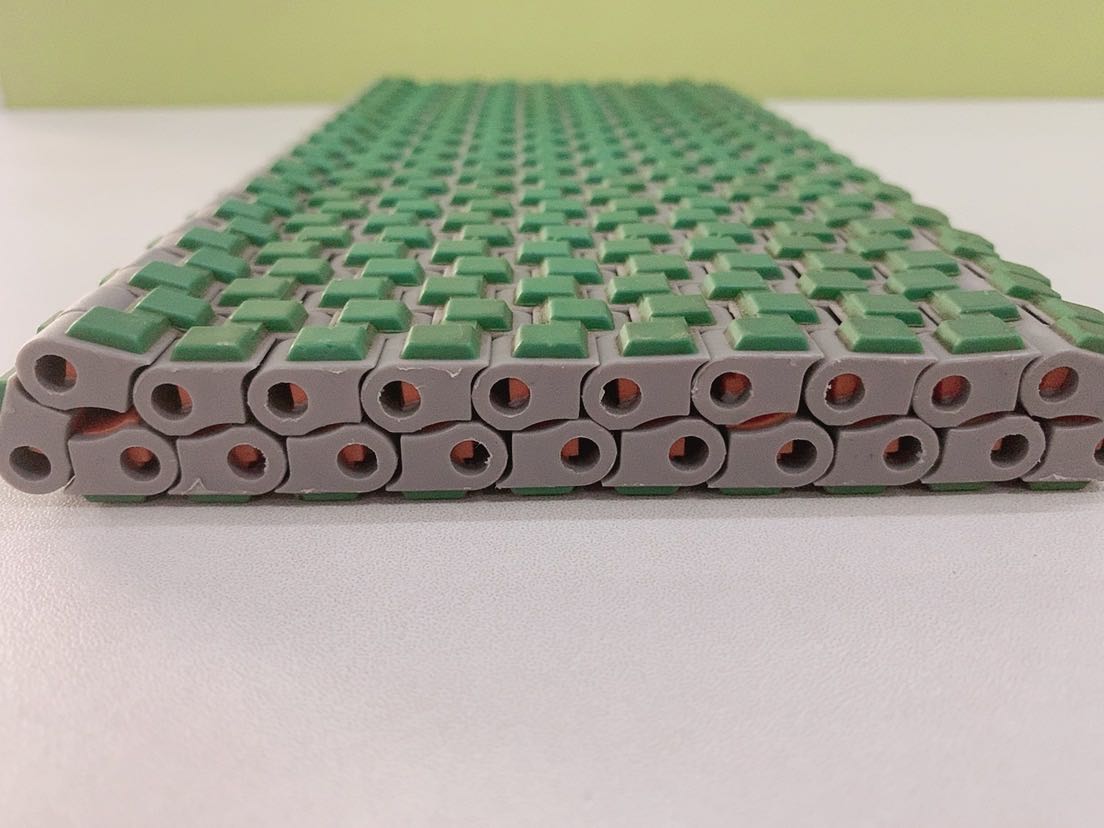
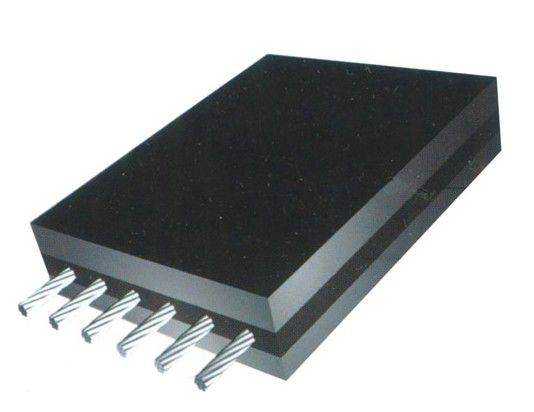
- Belt Material Options
- Acid-resistantOil-resistantOrdinary rubber
- Noise Level
- Low noise
- Maintenance
- Easy maintenance and simple structure
Key Features
Operational Benefits
- Stable working condition with no material slippage
- Damage-free material handling
- Energy efficient work process
- Quiet operation suitable for noise-sensitive environments
Applications
Common Industry Applications
- Drilling mud transportation
- Waste slurry treatment
- Kitchen waste handling
- Domestic garbage transportation
- Mud cake transportation
- Suitable Materials
- Powdery materialsGranular materialsSmall piecesBagged materialsCoalGravelSandCementFertilizerGrain