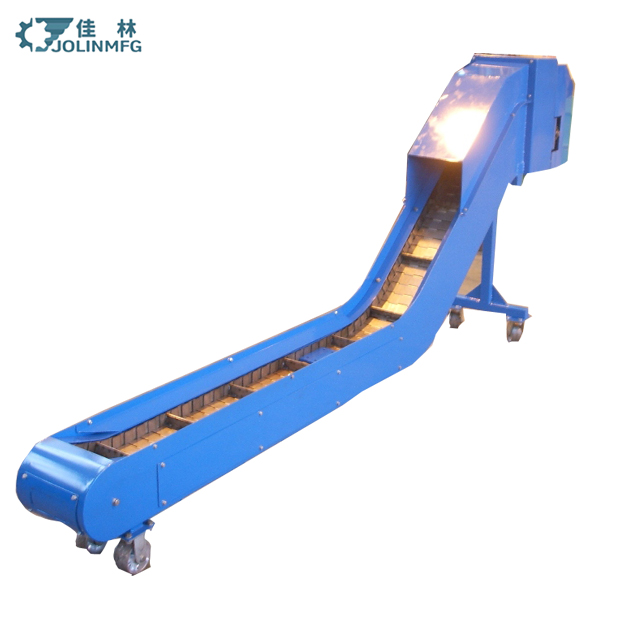
Heavy-Duty Material Handling Belt Conveyor
This heavy-duty belt conveyor system is designed for continuous material handling in mining and industrial applications. It features a robust steel frame construction, high-capacity conveying belt, and efficient drive mechanism.

Technical Specifications
Product Overview
High-Efficiency Material Handling
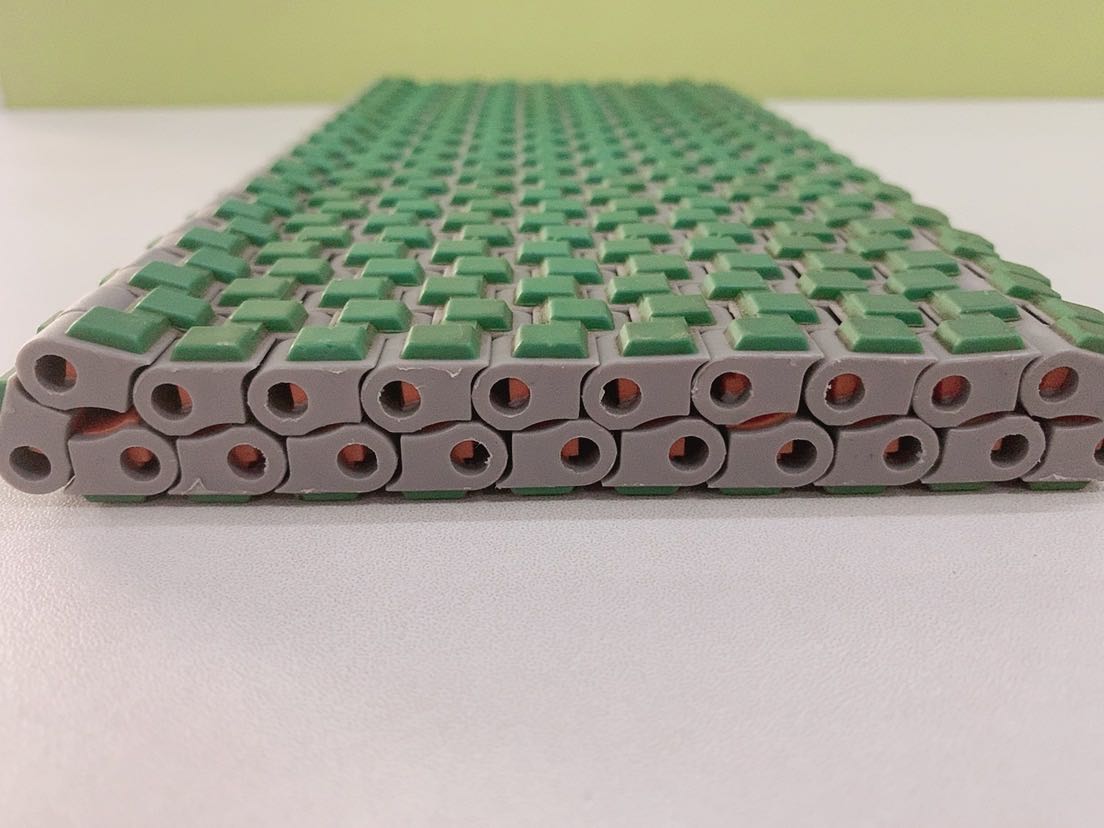
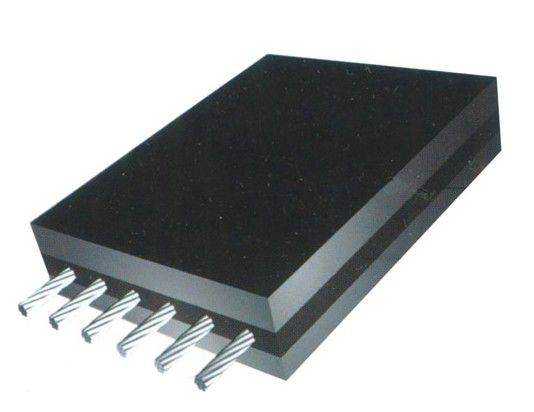
The DTL series belt conveyor is engineered for demanding underground coal mine environments, offering a robust solution for high-volume material transport. It features explosion-proof components, including a specialized motor and flame-retardant belting, ensuring safety in hazardous conditions. With a transport capacity of up to 2000 tons per hour, this system provides reliable, continuous operation for bulk materials like coal, ore, and aggregates.
Performance Metrics
Transport Capacity
2,000 tons/h
Capacity
Safety Features
Monitoring & Protection
- Smoke detection alarm
- Temperature monitoring
- Belt disalignment protection
- Vacuum electromagnetic starter
- Safety Standards
- Explosion-proofFlame retardant
Technical Specifications
- Primary Application
- Underground coal mining
- Drive Mechanism
- Explosion-proof motor