Pumps
Source commercial and industrial pumps from vetted suppliers and manufacturers across Asia. Designed for importers, wholesalers, distributors, and brands seeking reliable OEM and private-label production, this catalog connects you directly with factories capable of scaling to your exact volume and specification requirements.
Sourcing pumps requires balancing hydraulic performance with long-term motor reliability. Whether you are importing agricultural water pumps, industrial chemical transfer units, or residential HVAC circulators, success depends on tight factory-level quality control. Navigating the Asian manufacturing landscape for fluid handling equipment means identifying suppliers who do not cut corners on copper windings, mechanical seals, or casing metallurgy.
Critical Specifications for Pump Sourcing
When engaging a manufacturer, generic requests yield inconsistent results. Factories price their models based on the exact tolerances and materials you specify. To avoid receiving underperforming units, you must define the operational envelope clearly.
- Hydraulic Performance: Specify the required flow rate (GPM or LPM) and the total dynamic head (meters or PSI). Provide the factory with your required pump performance curve, not just the maximum theoretical values.
- Motor Specifications: Define the voltage, frequency (50Hz vs. 60Hz is a frequent failure point in cross-border sourcing), and phase. Specify the insulation class (e.g., Class F or H) to ensure the motor can handle the expected temperature rise.
- Seals and Bearings: The mechanical seal is the most common point of failure. Specify the seal face materials (e.g., silicon carbide, carbon, ceramic) based on the fluid being pumped.
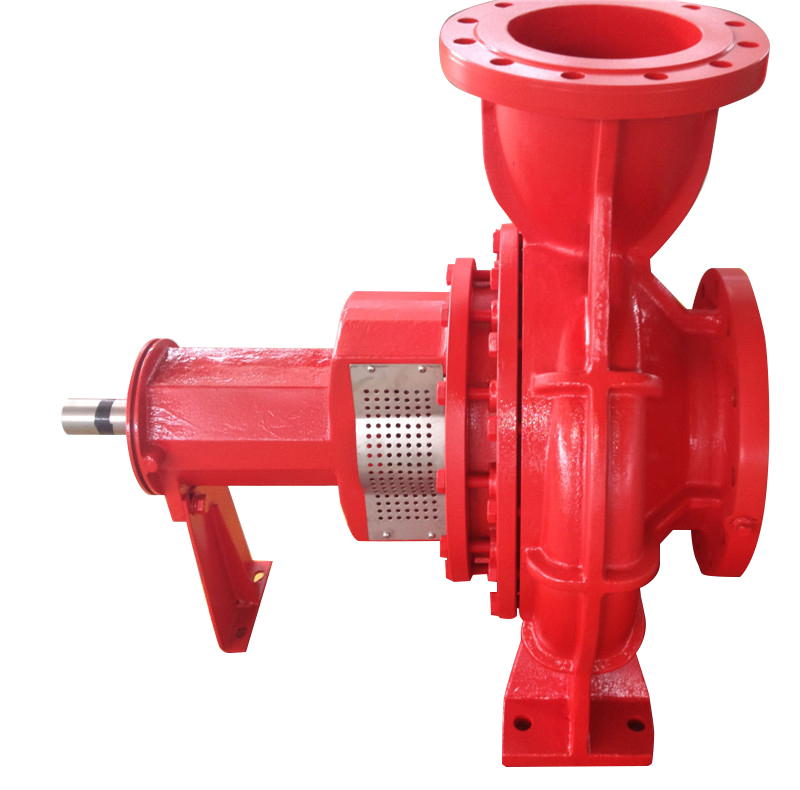
| Housing Material | Typical Applications | Sourcing Considerations |
|---|---|---|
| Cast Iron | Agricultural, heavy industrial | Cost-effective, but requires robust anti-corrosion coating (electrophoresis). |
| Stainless Steel (304/316) | Food grade, light chemical, RO systems | Monitor for material substitution; 201 SS is often passed off as 304. |
| Engineered Plastics (PP, PVDF) | Corrosive chemicals, magnetic drive pumps | Requires precise injection molding to prevent casing micro-fractures under pressure. |
Need to verify a factory's engineering capabilities before placing a volume order? We can help you vet suppliers on the ground.
Talk to our teamManufacturing Quality and Common Defects
The difference between a pump that lasts ten years and one that fails in ten months is often decided on the factory floor. Many assemblers purchase motors, impellers, and casings from sub-tier suppliers. If you are not conducting rigorous Factory Audits, you risk buying from an assembler with zero control over their raw materials.
Watch out for copper-clad aluminum (CCA) wire in motor windings. While cheaper, CCA increases electrical resistance, leading to overheating and premature failure. Always specify 100% pure copper windings and demand dielectric testing during production.
Pre-Shipment Inspection Checkpoints
- Dynamic balancing of the impeller to minimize vibration and bearing wear.
- Hydrostatic pressure testing of the pump casing to verify structural integrity.
- Electrical safety testing, including hipot (dielectric strength) and earth continuity.
- Verification of the mechanical seal under simulated operational pressure.
Implementing strict Quality Control protocols, including in-line inspections and run-testing a statistical sample of the finished batch, is non-negotiable for fluid handling equipment.
Customization and Private Labeling
For brands looking to differentiate, standard off-the-shelf models can be modified. Utilizing OEM/ODM Services allows you to customize the pump's form factor, integrate smart controllers (like variable frequency drives), or upgrade the wetted materials for niche applications. Tooling costs for custom pump casings or specialized impellers vary widely based on the casting or molding method required.
Pricing, MOQs, and Lead Times
Pump pricing is heavily tied to global commodity markets, specifically copper (for motors) and steel/iron (for casings). When negotiating, understand that prices will fluctuate with these raw materials.
Struggling to negotiate favorable terms or manage production schedules with multiple component suppliers? Let our sourcing experts streamline your supply chain.
Get a free consultationFrequently Asked Questions
Successfully importing pumps at scale requires more than just finding a low price on a B2B directory. It demands a rigorous approach to supplier selection, material verification, and end-of-line testing. By defining your specifications clearly and enforcing strict quality standards, you can secure reliable fluid handling equipment that protects your brand's reputation.
Get Sourcing Help for Pumps
Tell us your requirements and our experts will connect you with verified manufacturers.