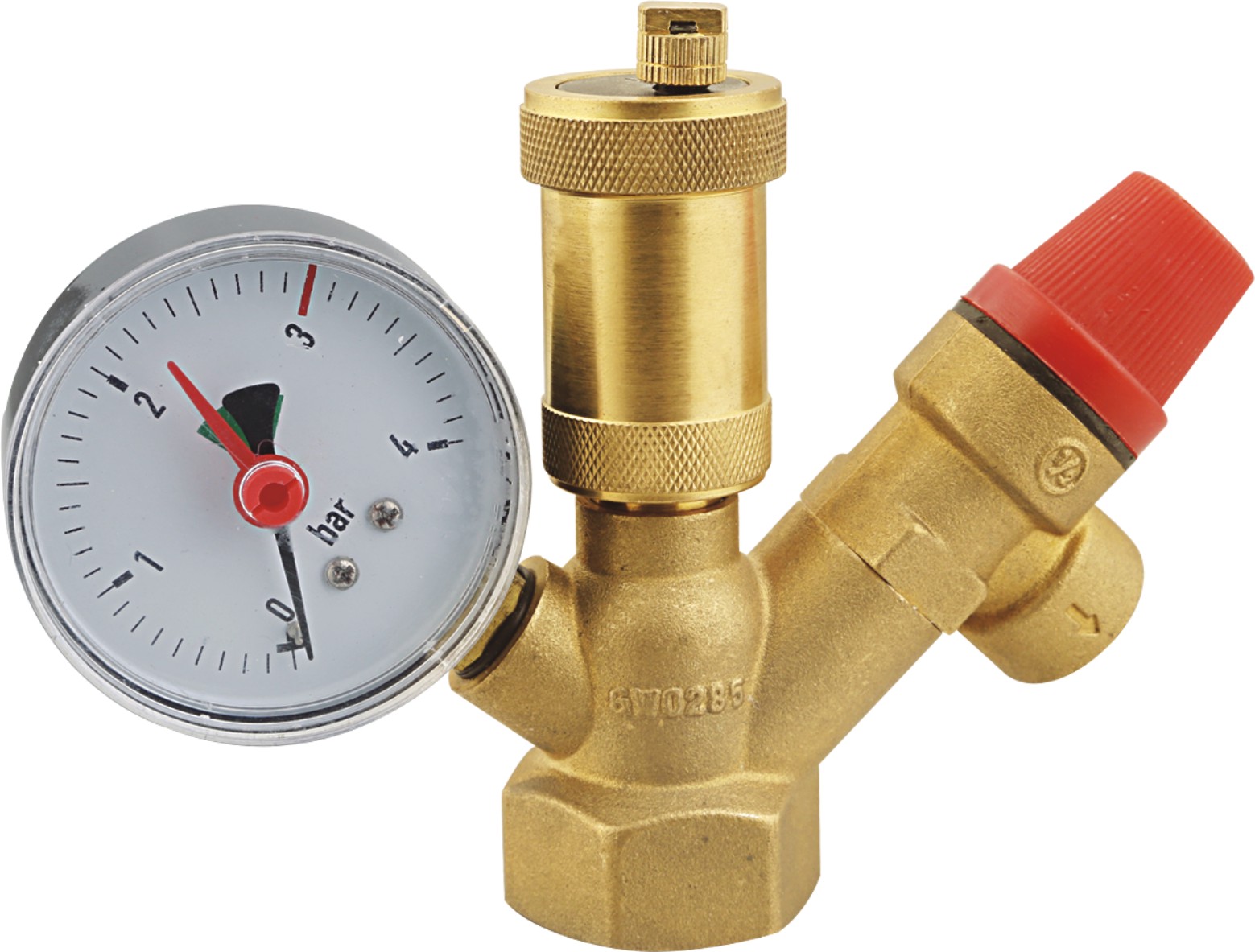
Safety Valves
Source industrial-grade safety valves from vetted manufacturers and suppliers across Asia. Built for importers, wholesalers, distributors, and procurement managers buying in bulk, our network delivers precision pressure relief solutions for critical applications, supporting both standard wholesale and custom OEM production.
Sourcing safety valves in volume requires navigating a manufacturing landscape where a single machining tolerance failure can result in catastrophic system overpressure. For industrial procurement teams and distributors, the challenge isn't just finding a factory that can cast brass or stainless steel; it's identifying a manufacturer with the in-house testing infrastructure to guarantee repeatable set pressures, precise blowdown performance, and absolute seat tightness across thousands of units.
Specifying Safety Valves for Bulk Production
When approaching manufacturers for bulk orders or OEM production, generic specifications will result in inconsistent product performance. Factories need precise engineering data to select the correct spring rates and machine the nozzle geometries accurately.
Key parameters you must define include:
- Set Pressure and Overpressure: The exact pressure (in PSIG or Barg) at which the valve must open, and the maximum allowable overpressure (typically 10 percent for ASME Section VIII applications).
- Blowdown: The difference between set pressure and reseating pressure. Precision machining of the adjusting ring is required to achieve a consistent blowdown (usually 7 to 10 percent of set pressure).
- Orifice Area: Specify the required discharge capacity, often standardized by API 526 letter designations (D through T) for flanged industrial valves.
- Trim and Spring Materials: The media dictates the internal materials. While the body might be standard carbon steel (WCB), corrosive environments require 316L stainless steel trims and potentially Inconel or Monel springs to prevent stress corrosion cracking.
| Body Material | Primary Industrial Applications | Typical Cost Profile |
|---|---|---|
| Brass / Bronze | Compressed air, commercial HVAC, potable water | Low to Medium |
| Carbon Steel (WCB) | Petrochemical, steam generation, oil & gas | Medium |
| Stainless Steel (CF8M) | Corrosive media, food & beverage, pharmaceutical | High |
Factory-Level Quality: Where Failures Originate
The reliability of a safety valve is determined by three critical manufacturing stages: casting integrity, machining precision, and spring calibration. Many lower-tier suppliers outsource their casting, leading to porosity issues that only appear during final hydro-testing.
Furthermore, achieving a bubble-tight seal requires precise metal-to-metal lapping of the disc and nozzle. Factories lacking automated lapping machines or skilled technicians often fail API 527 seat tightness tests. Before committing to a supplier, thorough Factory Audits are essential to verify their in-house capabilities.
Critical Factory Audit Checks for Safety Valves
- Verify in-house spring testing equipment for rate consistency and deflection.
- Inspect the lapping room environment (must be clean and temperature-controlled).
- Check for dedicated pop-testing rigs capable of handling the maximum specified set pressures.
- Review traceability records linking raw material heat numbers to final valve serial numbers.
Ensuring consistent blowdown rates requires rigorous supplier vetting. We can help you identify factories with the right testing infrastructure and quality control systems.
Talk to our teamCertifications and Testing Standards
Safety valves are highly regulated. Depending on your target market, the factory must hold specific certifications and be capable of meeting stringent testing protocols.
For the North American market, ASME Section VIII (UV Stamp) and National Board (NB) capacity certifications are often mandatory for industrial applications. European markets require CE marking under the Pressure Equipment Directive (PED 2014/68/EU). If a factory claims these certifications, their validity must be verified directly with the issuing bodies. Partnering with a sourcing team that handles Compliance & Testing ensures that the products you import meet all local regulatory and safety standards without risk of customs seizure or liability.
Buying Mechanics: MOQs, Lead Times, and Pricing
Safety valve pricing is heavily driven by global commodity markets (copper, nickel, and steel) and the complexity of the required certifications.
When negotiating with factories, be aware that custom set-pressure calibration and lead-sealing add time to the production cycle. Because testing is the bottleneck in safety valve manufacturing, pushing factories for rushed delivery often results in skipped seat-leak tests. Implementing rigorous Quality Control & Inspection protocols, including witness testing of the pop and leak tests prior to shipment, is non-negotiable for this product category.
Need to negotiate better terms or manage a complex OEM valve run? Let our on-the-ground team handle the sourcing, price negotiation, and pre-shipment inspections.
Get a free consultationFrequently Asked Questions
A reliable safety valve supply chain is built on verified engineering data and rigorous batch testing, not just competitive unit prices. Ensuring your supplier has the technical depth to meet international pressure relief standards is the most critical step in the procurement process.
Get Sourcing Help for Safety Valves
Tell us your requirements and our experts will connect you with verified manufacturers.