Environmental Machinery
Parcourez les produits environmental machinery de nos fournisseurs vérifiés.
Get Sourcing Help for Environmental Machinery
Tell us your requirements and our experts will connect you with verified manufacturers.
Parcourez les produits environmental machinery de nos fournisseurs vérifiés.
Tell us your requirements and our experts will connect you with verified manufacturers.

Pumping station designed for raw water transfer in municipal water distribution networks. It facilitates efficient water supply from the source to treatment facilities.

This sewage treatment plant is designed for managing wastewater. The facility utilizes sedimentation tanks and large-scale infrastructure for effective water treatment.

This system is designed for industrial water treatment applications. It features a series of reactors and filters connected by pipes for water purification.

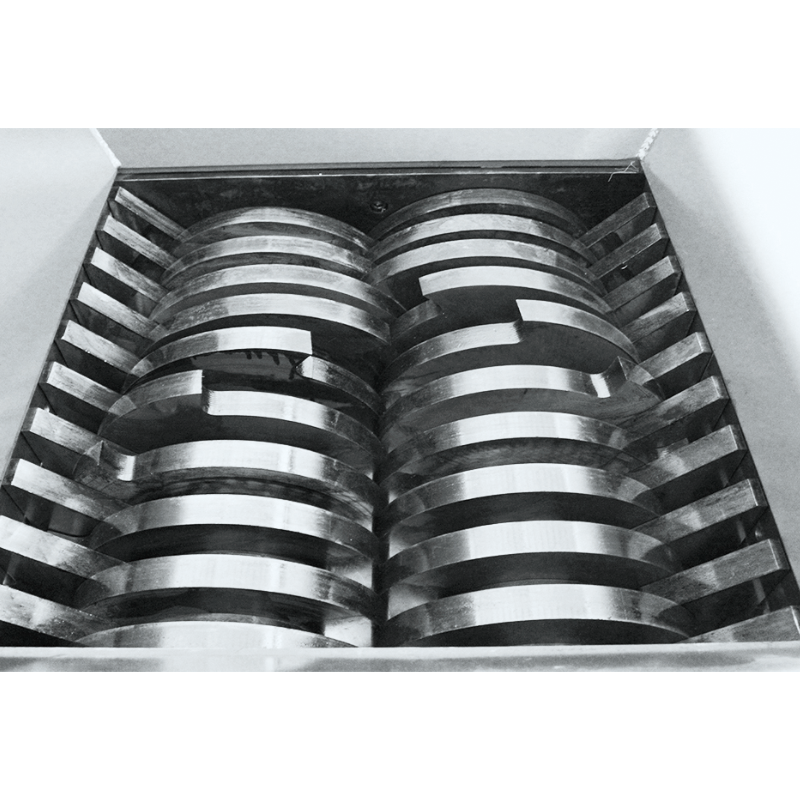
Precision-engineered components designed for water purification, filtration, and processing systems. The collection includes screws, barrels, and related hardware for efficient and reliable performance in industrial water treatment applications.

This equipment efficiently processes organic waste. It features a robust feeding system, powerful shredding mechanism, and discharge conveyor.
This trash truck monitoring system tracks truck locations and operational processes. It uses AI to optimize routes, record fill/discharge events, and provide data for efficient waste management.

This system is specialized for seawater and brackish water desalination, providing a one-stop solution for remote areas. It optimizes water processing and purification in stages according to available solar power, adapting to complex weather conditions for a stable water supply.

This gas purification system is engineered to remove contaminants from gas streams, ensuring high-purity gas output for various processes. The system features a modular design with a control section and processing unit.

This equipment is designed for processing emissions at gas stations. It facilitates the treatment of gases, ensuring environmental compliance.

This industrial purifier is designed for advanced water processing and filtration. The system is suitable for applications requiring high purity water, such as pharmaceutical, food processing, or chemical industries.
The twin shaft shredder is engineered for robust and efficient size reduction of diverse materials. It utilizes dual counter-rotating shafts equipped with cutting blades, offering powerful processing capabilities.

This industrial water reverse osmosis (RO) equipment is engineered for high-purity water production. The system's pre-filtration, high-pressure pumping, membrane separation, and post-treatment stages ensure optimal water purification.
This system utilizes reverse osmosis to remove impurities from water. It provides purified water for various industrial applications.
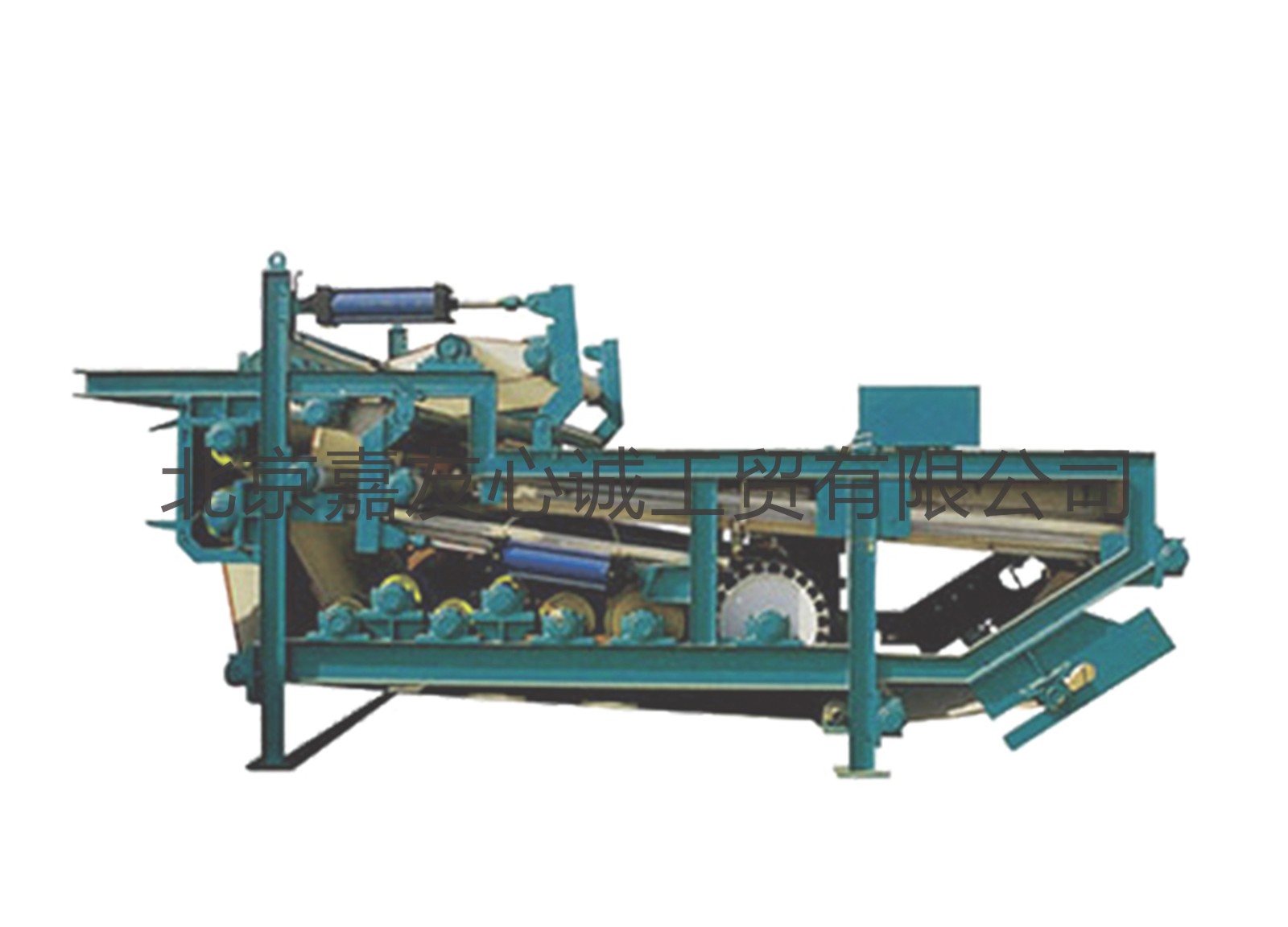
This continuous industrial machine performs solid-liquid separation, dewatering sludge from wastewater treatment plants. It uses rollers and tensioned belts to squeeze water from the sludge, resulting in a drier solid cake.

The sludge vacuum pump is designed for efficient removal of sludge and other viscous materials. It is suitable for the transport of high-density materials, including drilling cuttings and oily sludge.

This pump is designed for delivering polluted water, along with fiber and solid particles. It is suitable for applications involving slag and paper pulp.

This industrial system is designed for classifying and sorting fly ash based on particle size and quality. It incorporates storage silos, conveying mechanisms, and grading equipment to efficiently process and categorize fly ash.

This industrial dust collection system efficiently removes particulate matter from the air using cyclone separators. Its modular design allows for adaptability to different industrial applications, ensuring compliance with environmental regulations.