Industrial Machinery Monitoring System with Integrated Sensors
This intelligent monitoring system is designed for industrial machinery. It provides real-time data acquisition, processing, and analysis to ensure optimal performance and prevent potential failures.
Technical Specifications
Overview
Intelligent Industrial Monitoring System
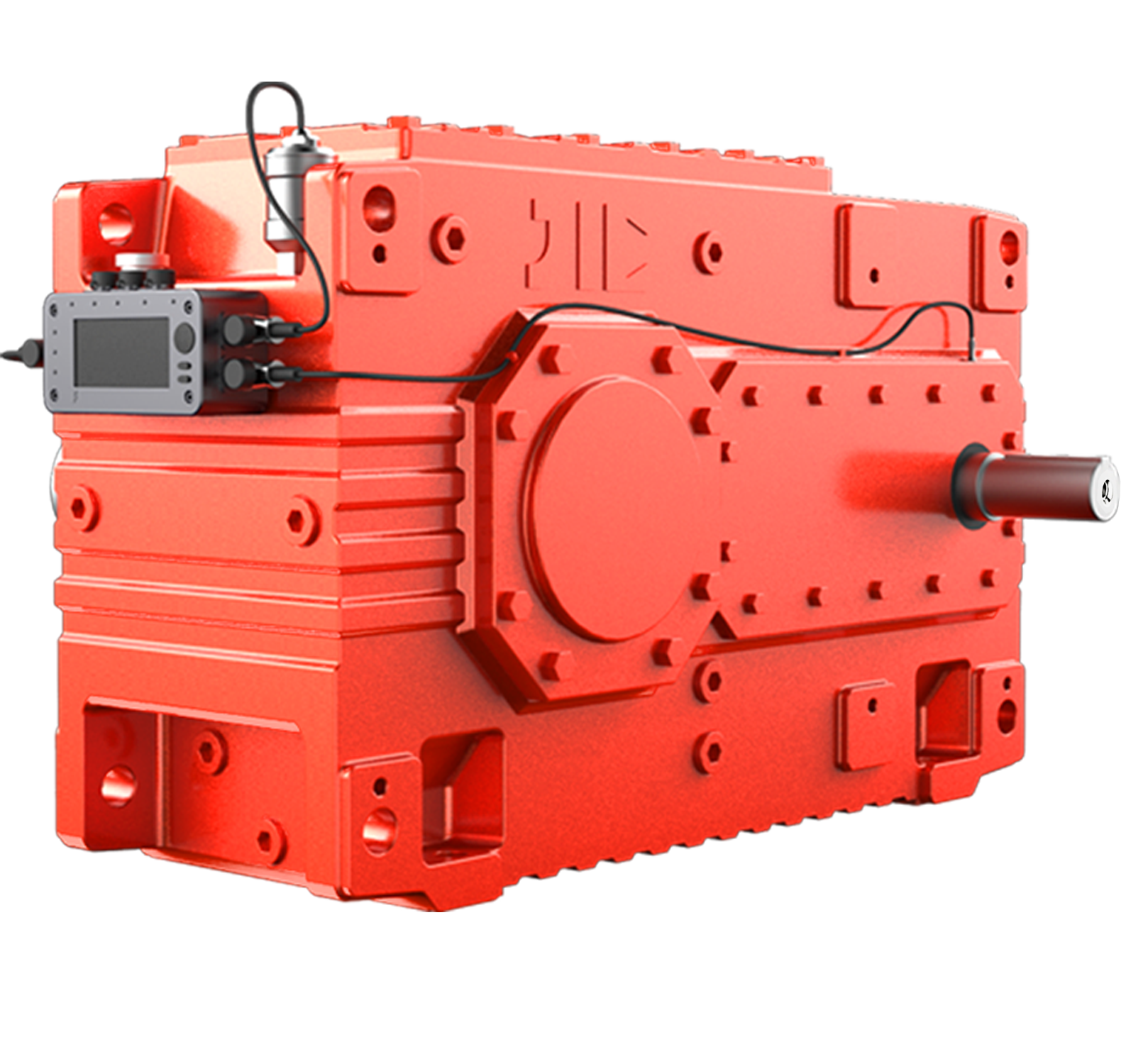
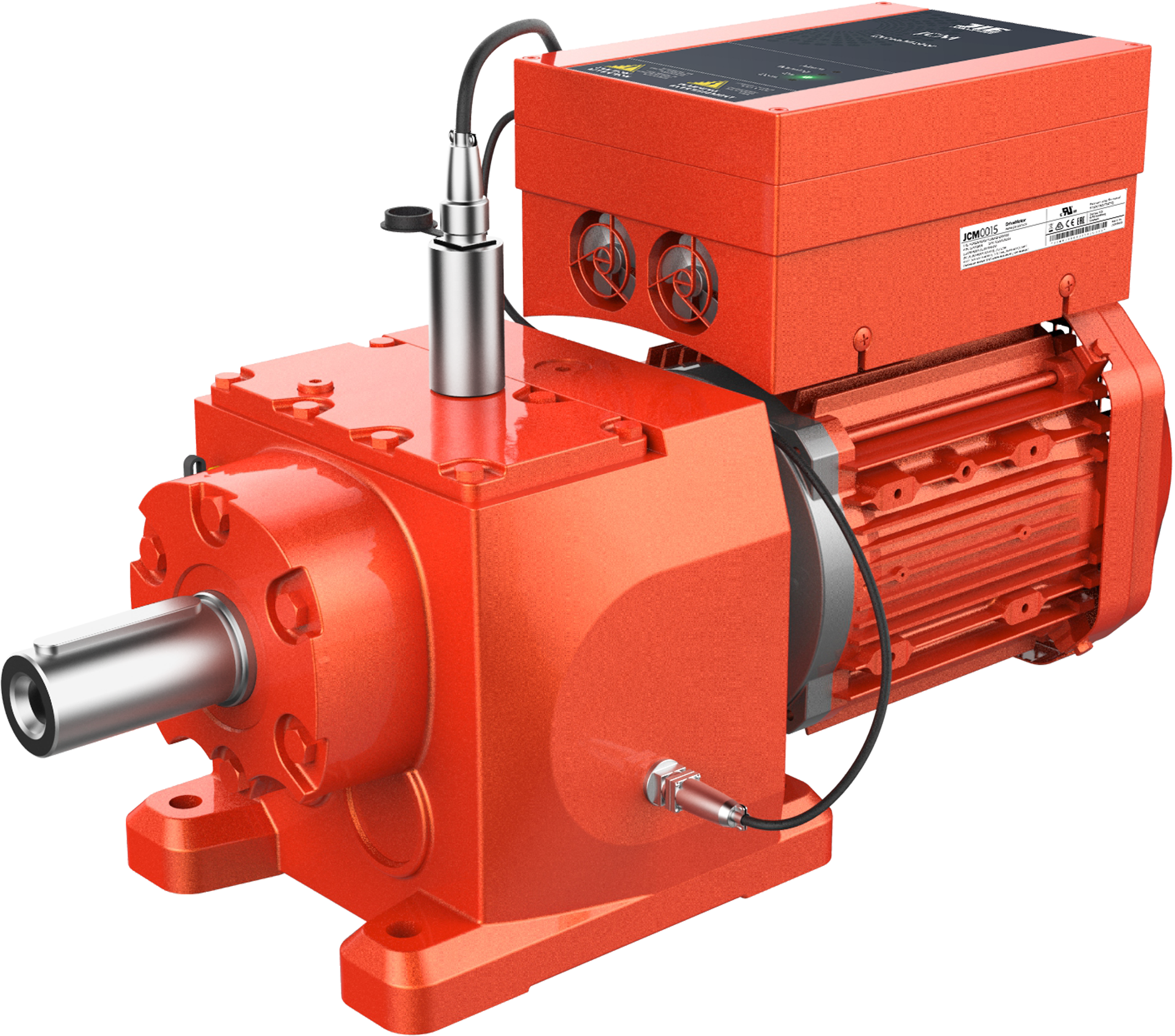
This advanced monitoring system is designed to optimize industrial machinery performance through real-time data acquisition and analysis. By integrating IoT, cloud computing, and AI algorithms, it provides comprehensive condition monitoring for critical components like reducers and motors. The system helps facilities reduce labor costs, prevent unplanned downtime, and eliminate safety hazards through remote, intelligent operation and maintenance services.
Monitoring Capabilities
Supported Components
- Reducers
- Motors
- Bearings
- Gears
- Monitored Parameters
- TemperatureVibrationVoltageCurrentAir PressureHumidityGeographical Location
Technical Features
Core Technologies
IoT IntegrationCloud ComputingBig Data AnalysisAI AlgorithmsModular Design
Operational Benefits
- Remote real-time monitoring
- Predictive maintenance planning
- Condition assessment reporting
- Cloud-based diagnosis
- Lean production support



