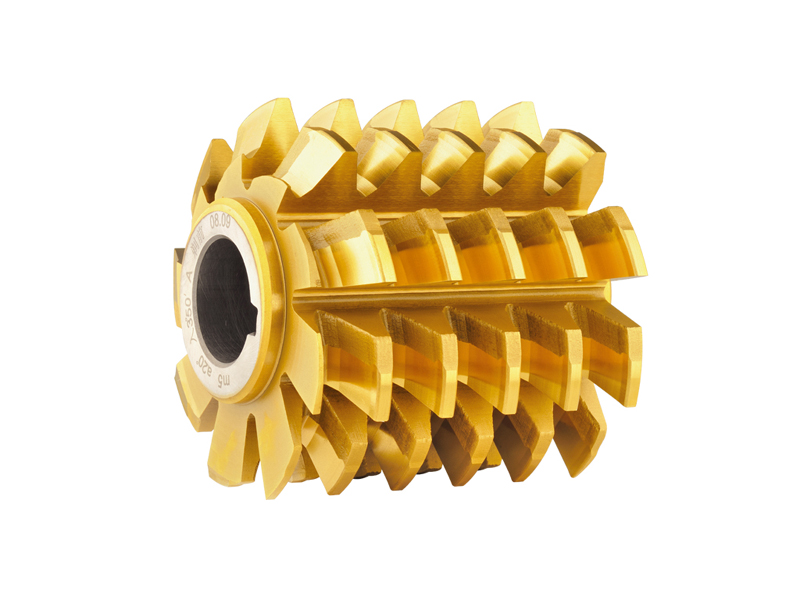
Hobs
Source high-precision machining hobs from vetted suppliers and manufacturers across Asia. Designed for industrial tooling distributors, wholesalers, and OEM tool brands looking for bulk gear cutting tools, our network delivers reliable production for standard and custom specifications at scale.
Gear hobbing is a continuous cutting process where tool life, profile accuracy, and thermal stability directly dictate the end-user's cost-per-part. Sourcing industrial hobs in bulk—whether for wholesale distribution or private-label tooling catalogs—requires strict oversight of the manufacturer's blank materials, heat treatment processes, and profile grinding capabilities. Navigating the Asian tooling market requires distinguishing between commodity workshops and advanced facilities capable of producing DIN 3968 Class AA and AAA tools.
Critical Specifications and Substrate Selection
The foundation of any high-performance gear, spline, or sprocket hob is the metallurgical quality of the substrate. Tool failure often stems from poor carbide distribution in conventional high-speed steel or improper heat treatment leading to edge chipping.
When specifying hobs for production, buyers must define the exact substrate grade and coating combination, as these drive both the price and the machining parameters (SFM and feed rates) the tool can handle.
| Substrate Material | Toughness | Wear Resistance | Typical Application |
|---|---|---|---|
| Conventional HSS (M2 / M35 Cobalt) | High | Moderate | Standard low-speed gear cutting, softer steels |
| Powder Metallurgy HSS (PM-HSS) | Excellent | High | High-volume automotive gears, hard materials |
| Solid Carbide | Low | Excellent | High-speed dry hobbing, non-ferrous, cast iron |
Coatings are equally critical. While standard TiN (Titanium Nitride) is still prevalent in lower-cost markets, modern dry-hobbing applications demand TiAlN or AlCrN coatings. Ensure your supplier has access to reliable PVD coating centers (such as Oerlikon Balzers facilities) rather than relying on inferior, in-house vacuum coating chambers that yield inconsistent adhesion.
Struggling to find reliable PM-HSS or Class AA hob manufacturers? Let us connect you with vetted, high-precision tooling factories.
Talk to our tooling expertsManufacturing Capabilities and Quality Control
The difference between a Class B hob and a Class AA hob lies entirely in the factory's grinding and metrology equipment. High-accuracy profiles cannot be achieved on conventional manual grinders; they require modern 5-axis CNC tool grinding centers (e.g., Walter, Schütte, or Klingelnberg).
Furthermore, because gear accuracy (DIN 3962) is directly inherited from hob accuracy (DIN 3968), verifying the factory's inspection equipment is non-negotiable. This is where professional Factory Audits provide immense value, allowing you to verify actual machinery and quality management systems before committing to a tooling program.
Key Factory Capabilities to Verify
- In-house vacuum heat treatment with precise temperature control to prevent decarburization.
- Multi-axis CNC relief grinding machines for accurate tooth profiles.
- Dedicated gear metrology equipment (e.g., Klingelnberg P-series or Wenzel) for profile and lead inspection.
- Traceable material certificates from reputable steel mills (e.g., Erasteel, Bohler) for PM-HSS blanks.
- Strict handling procedures to prevent micro-chipping of cutting edges before coating.
Implementing rigorous Quality Control & Inspection prior to shipment is vital. Inspection reports must include topological measurements of the cutting faces, pitch accuracy, and runout tolerances. A hob with excessive runout will cause asymmetric gear tooth profiles, rendering the tool useless for high-precision applications.
Sourcing Mechanics: MOQs, Pricing, and Lead Times
Machining hobs are high-value, high-precision consumables. Because the manufacturing process involves significant setup time for profile dressing and grinding, order volumes heavily influence unit costs.
For standard involute gear hobs (e.g., standard module, 20-degree pressure angle), factories typically hold semi-finished blanks, allowing for moderate MOQs. Custom profiles (such as specialized splines, pre-grind hobs with protuberance, or specific chamfering features) require custom blank preparation and wheel dressing.
When managing a comprehensive tooling supply chain, coordinating the production of various modules and pitches across different specialized factories can be complex. Engaging an end-to-end Product Sourcing partner ensures that technical specifications are translated accurately to the factory floor, and that heat-treatment and coating schedules are managed to meet your delivery deadlines.
Need to consolidate your cutting tool supply chain? We manage the sourcing, technical negotiation, and quality control for high-precision tooling.
Get a free consultationFrequently Asked Questions
Sourcing industrial hobs requires a deep understanding of metallurgy, grinding kinematics, and metrology. By partnering with experts who understand the technical nuances of gear cutting tools, you can secure reliable, high-performance tooling that meets strict international standards while optimizing your procurement costs.
Get Sourcing Help for Hobs
Tell us your requirements and our experts will connect you with verified manufacturers.