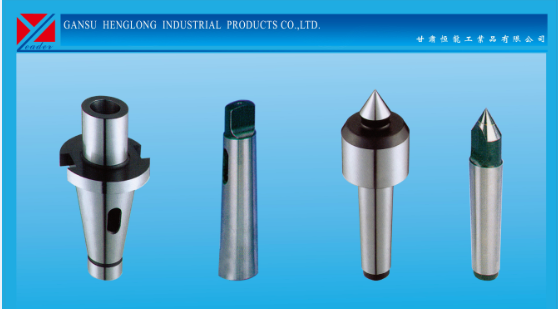
Centre
Source precision machine tool centres from vetted suppliers and manufacturers across Asia. Designed for industrial tooling importers, wholesale distributors, and brands requiring OEM production, our network delivers reliable live and dead centres built for exact concentricity and high-load machining environments.
Sourcing precision machine tool centres at scale requires balancing unit cost with uncompromising concentricity. Whether you are stocking standard Morse Taper (MT) live centres for manual lathes or commissioning custom high-speed centres for heavy-duty CNC applications, the core challenge remains the same: ensuring consistent heat treatment, bearing alignment, and seal integrity across thousands of units. A single batch of poorly ground tapers can damage customer spindles and destroy a tooling brand's reputation.
Critical Specifications for Bulk Procurement
When negotiating with manufacturers, vague specifications lead to inconsistent batches. Tooling factories often produce multiple tiers of the same centre, altering the internal bearing configuration or steel grade based on the target price. To ensure industrial-grade performance, you must define the exact technical parameters before production begins.
| Parameter | Standard Duty Live Centre | Precision Dead Centre |
|---|---|---|
| Runout (TIR) | Under 0.010 mm | Under 0.003 mm |
| Point Material | Alloy Steel (e.g., 40Cr) | Carbide Tipped |
| Hardness | HRC 55-58 | HRC 60-64 |
| Speed Rating | Up to 3,000 RPM | Limited by friction/lubrication |
For live centres, the internal bearing stack dictates the load capacity and lifespan. Premium configurations utilize a combination of precision angular contact ball bearings to handle thrust loads and needle roller bearings for radial support. Lower-cost variants often substitute standard deep-groove ball bearings, which fail rapidly under heavy axial pressure.
Need to verify a supplier's tooling capabilities? We assess factory equipment and engineering standards before you place an order.
Talk to our teamManufacturing Quality and Defect Prevention
The difference between a reliable machine tool centre and a defective one is often decided in the grinding and heat-treatment phases. Substandard quenching processes leave the point too soft, leading to rapid wear, or too brittle, risking catastrophic shattering under load.
Furthermore, coolant ingress is the leading cause of premature live centre failure. If the factory uses cheap labyrinth seals or standard rubber lip seals, high-pressure CNC coolant will wash out the bearing grease.
Key Focus Areas for Factory Production
- Verify heat treatment logs to ensure consistent HRC ratings on the point and taper.
- Confirm the use of high-quality, coolant-resistant lip seals or advanced mechanical seals.
- Require dynamic runout testing reports (TIR) for live centres, not just static measurements.
- Check the precision of the Morse Taper grinding to ensure 100% contact area with the tailstock.
Relying on a factory's internal testing is risky. Implementing rigorous Quality Control & Inspection protocols ensures that runout tolerances and surface finishes are verified independently before the shipment leaves the facility. If you are evaluating a new supplier, conducting thorough Factory Audits is essential to confirm they possess the necessary cylindrical grinding machines and heat-treatment furnaces, rather than outsourcing these critical steps to unverified sub-contractors.
OEM/ODM and Private Label Tooling
Many tooling brands choose to private-label standard tapers or develop proprietary centre designs. Modifying the point angle (e.g., extended points for tool clearance), integrating draw-off nuts for easy removal, or applying custom rust-preventative coatings are common requirements.
When engaging in OEM/ODM Services, ensure the factory has the engineering capacity to modify the bearing housing without compromising the structural integrity of the taper. Laser etching your brand's logo and the specific MT size/runout rating onto the body is standard practice, but requires clear CAD drawings and placement instructions.
Pricing, MOQs, and Lead Times
Pricing for lathe centres is highly dependent on the taper size, bearing quality (e.g., NSK/SKF vs. domestic Chinese bearings), and the presence of carbide tips.
Manufacturers will often offer aggressive pricing by utilizing lower-grade steel (like 45# carbon steel instead of 40Cr or 20CrMnTi) for the main body. Ensure your bill of materials explicitly states the required steel grade for both the housing and the rotating spindle.
Struggling with inconsistent tooling quality or rising unit costs? Let us benchmark your current pricing against our vetted supplier network.
Get a free consultationProcuring machine tool centres in bulk is an exercise in strict tolerance management. Success requires looking past the polished exterior of the tooling and validating the unseen elements: bearing architecture, steel metallurgy, and seal integrity. Partnering with experienced sourcing professionals ensures your specifications are met on the factory floor, protecting your brand's reputation in the industrial market.
Get Sourcing Help for Centre
Tell us your requirements and our experts will connect you with verified manufacturers.