ALICOCO MINERAL TECHNOLOGY CO., LTD.
ALICOCO MINERAL TECHNOLOGY CO., LTD. develops and manufactures spiral concentrators and gravity separation equipment, offering patented, modular systems designed to improve mineral processing efficiency with minimal chemical use.
Rm.2602, No.3, huacheng Ave. TianHe Qu, Guangzhou
High-tech product of Guangdong Province
About ALICOCO MINERAL TECHNOLOGY CO., LTD.
ALICOCO MINERAL TECHNOLOGY CO., LTD. specializes in the research, development, and manufacturing of mineral gravity separation technology. Its core offerings include patented spiral concentrators and spiral chute systems, along with related gravity dressing equipment for mining and mineral processing applications.
The company focuses on practical, results-driven process optimization. By diagnosing existing ore processing challenges, it delivers customized solutions that integrate self-developed equipment with selected external devices, helping operations improve beneficiation performance and reduce overall dressing costs. Its process concept emphasizes gravity separation as a front-end step before flotation, creating better conditions for subsequent fine-particle treatment.
Environmental responsibility is embedded in the technology approach. The equipment is positioned as physical mineral processing solutions that minimize chemical use, enable water recycling, and incorporate precision control at key stages to keep slurry density and feed rate stable. A modular design supports bulk shipment to reduce long-distance logistics costs and simplifies on-site assembly, with short training requirements for operators.
ALICOCO’s solutions serve mining clients across China and international markets including Southeast Asia, Africa, India, Myanmar, Russia, Central Asia, and Eastern Europe, and are applied in project scenarios such as vanadium-titanium ore, beach sand heavy minerals, scheelite tailings recycling, hematite cleaning, and cobalt projects.

Core Focus
Advanced Gravity Separation for Mineral Processing
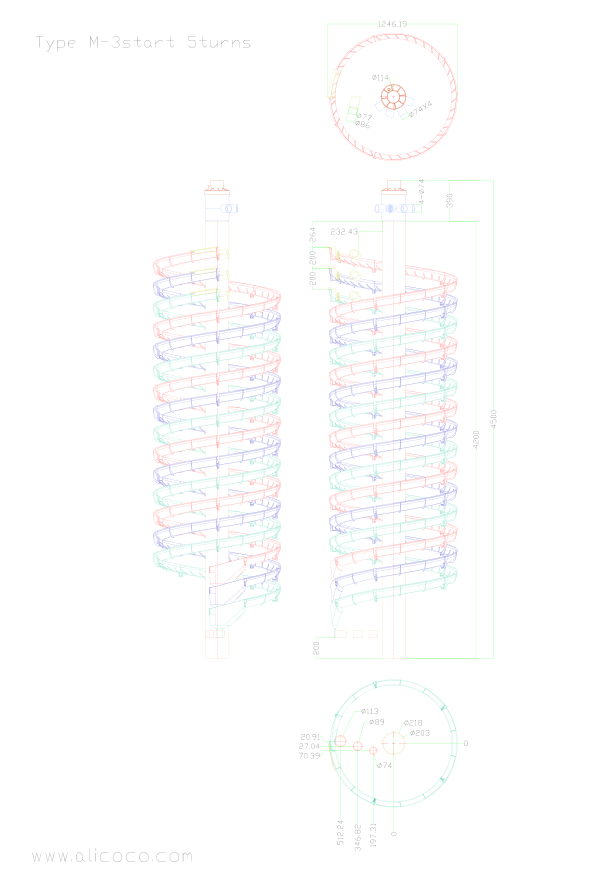
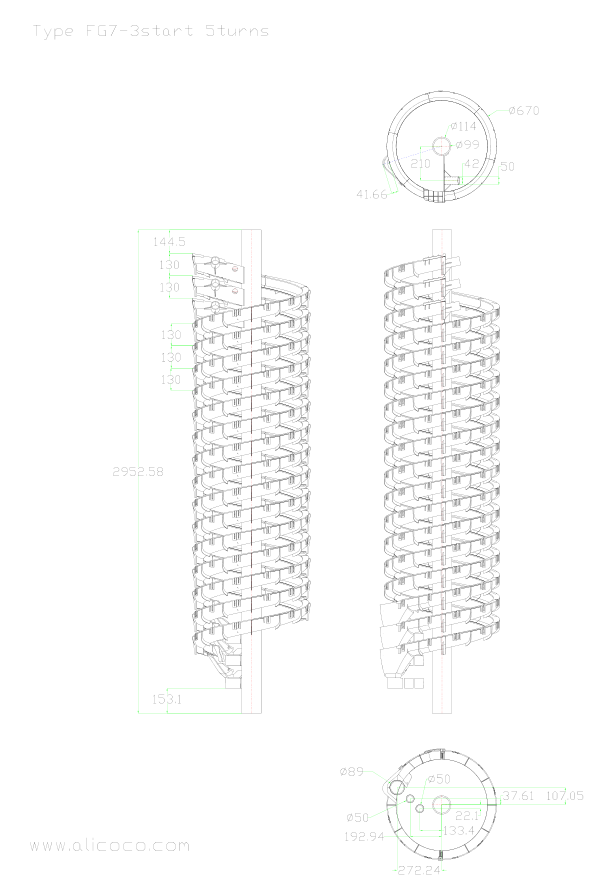
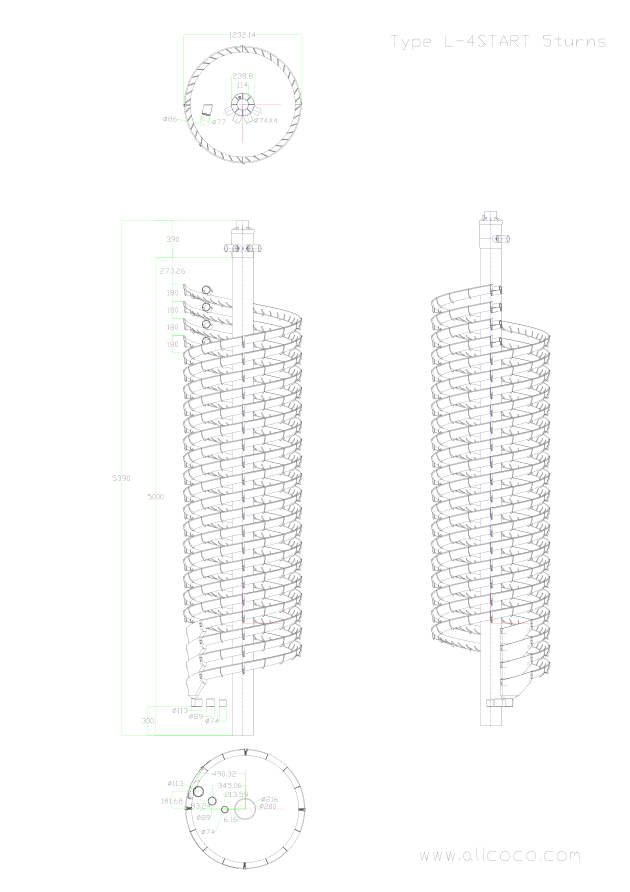
ALICOCO focuses on mineral gravity separation technology, developing patented spiral chute concentrators and related systems for metal and non-metal mineral beneficiation.
Products & Solutions
Main Equipment Range
Spiral separatorSpiral concentratorSpiral chute concentratorCentrifuge separatorGravity dressing equipmentHeavy mineral sand equipment
Applications
Contact Information
- Address
- Rm.2602, No.3, huacheng Ave. TianHe Qu, Guangzhou
Interested in Working With This Factory?
Send an enquiry to learn more about their capabilities and request custom quotes.