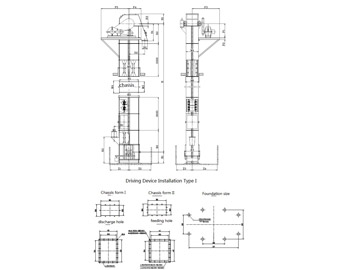
Vertical Chain Bucket Elevator
This vertical chain bucket elevator efficiently lifts materials such as ore, coal, cement, and grain. It is composed of operating parts, a driving device, an upper and lower unit, and a central casing.

Technical Specifications
Overview
NE Series Vertical Chain Bucket Elevator
The NE series vertical chain bucket elevator is a high-performance conveying solution designed for the efficient transport of powder, granular, and lump materials. Engineered for industrial reliability, this system utilizes a flow-through feeding strategy and intensive bucket arrangement to achieve high capacities with low chain speeds. Its robust design ensures stable operation, minimal material spillage, and a long service life, making it an ideal choice for demanding vertical material handling requirements.
Performance Metrics
Lifting Capacity
800 m3/h
Max Capacity
15 m3/h
Min Capacity
- Maximum Lifting Height
- 40 m
Technical Specifications
- Max Material Temperature
- 250 °C
- Mean Time Between Failures
- 30000 hours
- Conveyor Chain Service Life
- More than 5 years
Design Features
Maintenance & Safety
- Inspection hatches for easy maintenance
- Adjustable belt tension
- Optional speed sensors
- Optional misalignment switches
- Key Features
- Flow-through feedingIntensive bucket arrangementLow chain speedHigh-strength wear-resistant chainEnclosed designModular construction



