Stone Crusher Belt Conveyor
This belt conveyor is designed for use with stone crusher machines and other industrial applications. It ensures efficient and reliable material handling.

Technical Specifications
Product Overview
High-Efficiency Industrial Conveying Solutions
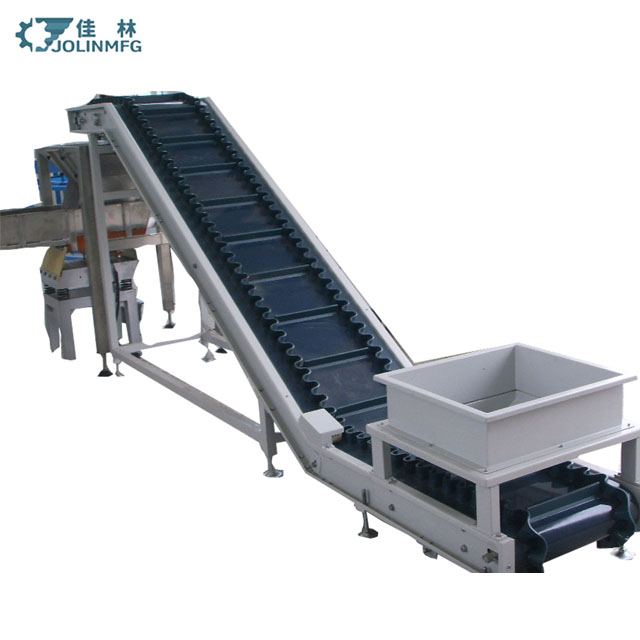
This versatile belt conveyor system is specifically engineered for demanding environments such as stone crushing, food processing, and automated packing lines. Featuring a robust steel frame and durable belt materials, it ensures continuous and reliable transport of bulk aggregates, grains, or packaged goods. The modular design allows for seamless integration into existing production workflows, offering both inclined and horizontal configurations to meet specific spatial requirements.
Technical Capabilities
Available Conveyor Types
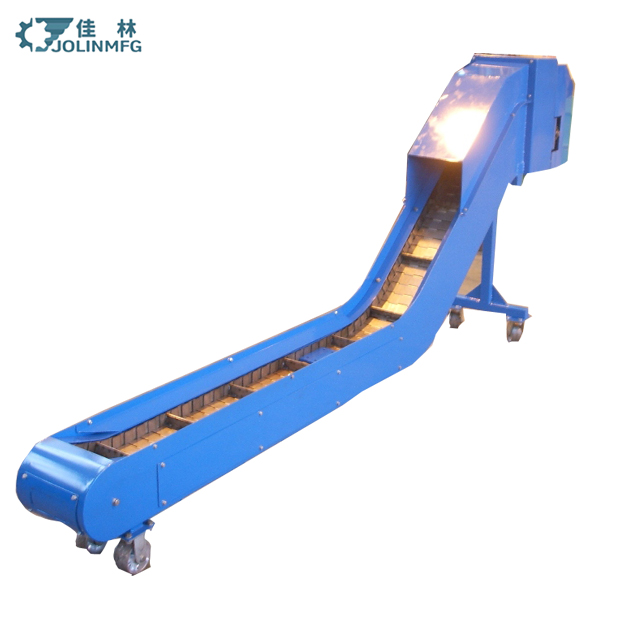
- Inclined Belt Conveyors
- Horizontal Belt Conveyors
- Curved Roller Conveyors
- Double-deck Roller Conveyors
- Chain-driven Systems
- Suitable Materials
- Crushed StoneGravelAggregatesGrainsGranular ProductsCartonsBottlesCans



Design & Construction
Safety & Protection
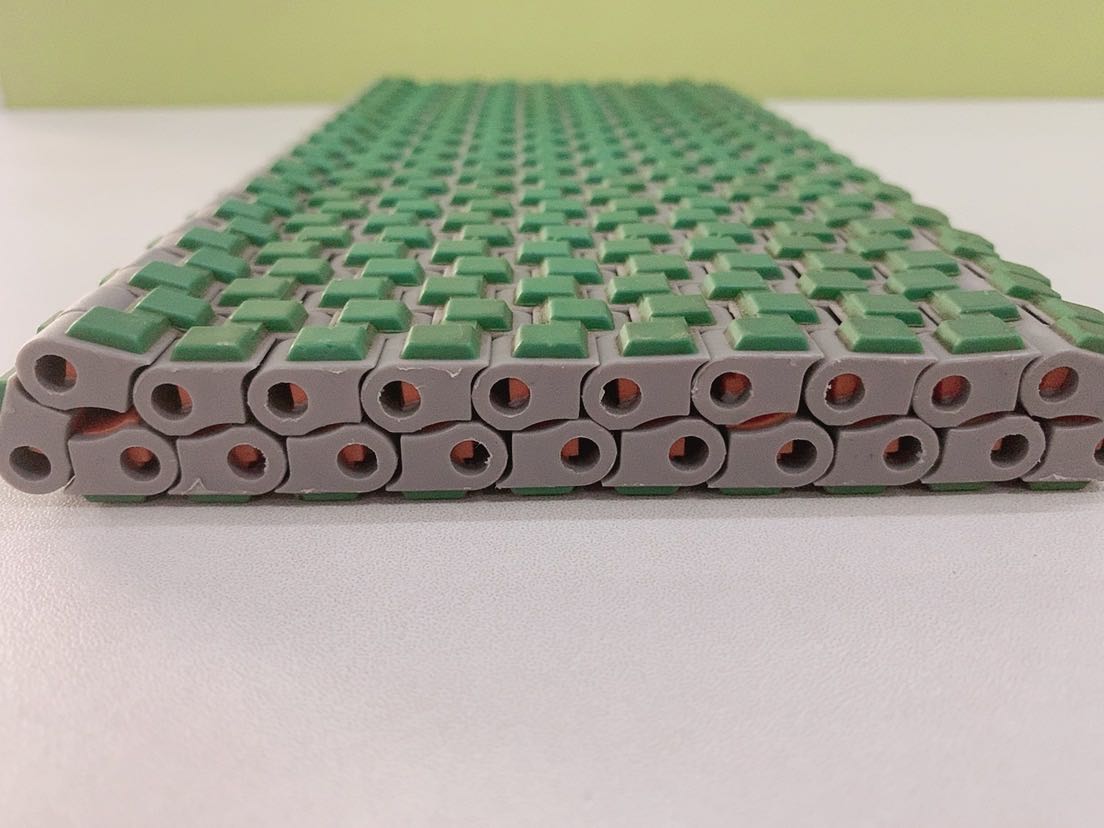
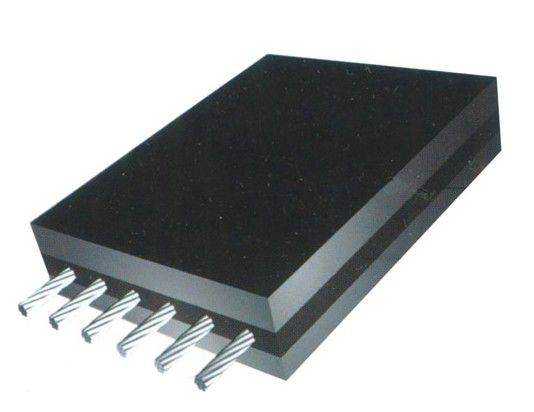
Belt Characteristics
- High-strength wear-resistant material
- Corrugated belt options for steep inclines
- Green industrial-grade surface
- Adjustable belt speed
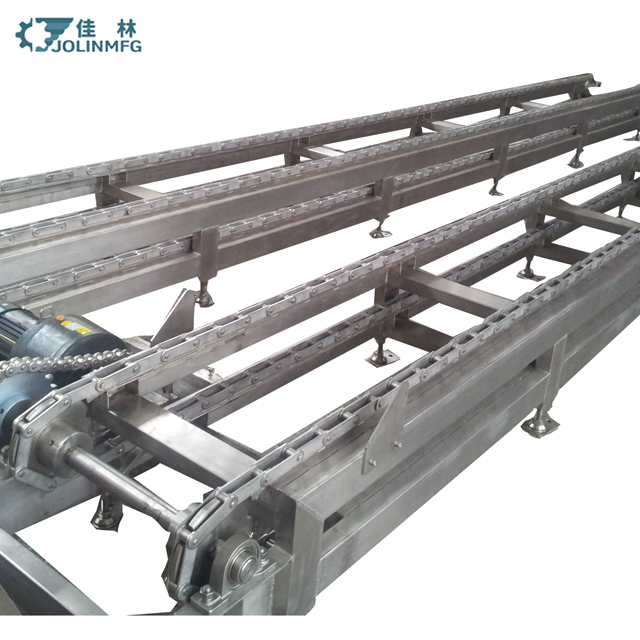
- Frame Construction
- Heavy-duty steel and stainless steel options with adjustable support legs


System Integration
Ready for Smart Manufacturing
The system is designed for full integration with industrial automation components including PLCs, sensors, and variable frequency drives. It supports advanced end-of-line solutions such as palletizer robots, AGVs (Automatic Guided Vehicles), and stereoscopic warehouse systems.
- Target Industries
- Mining & QuarryingConstructionFood & BeveragePacking IndustryLogistics & Warehousing