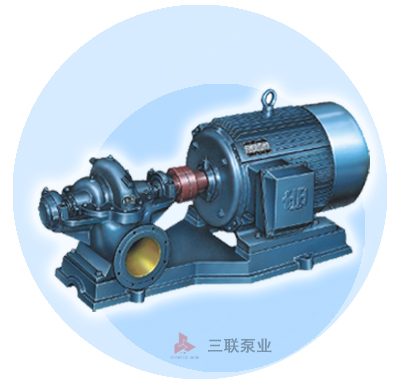
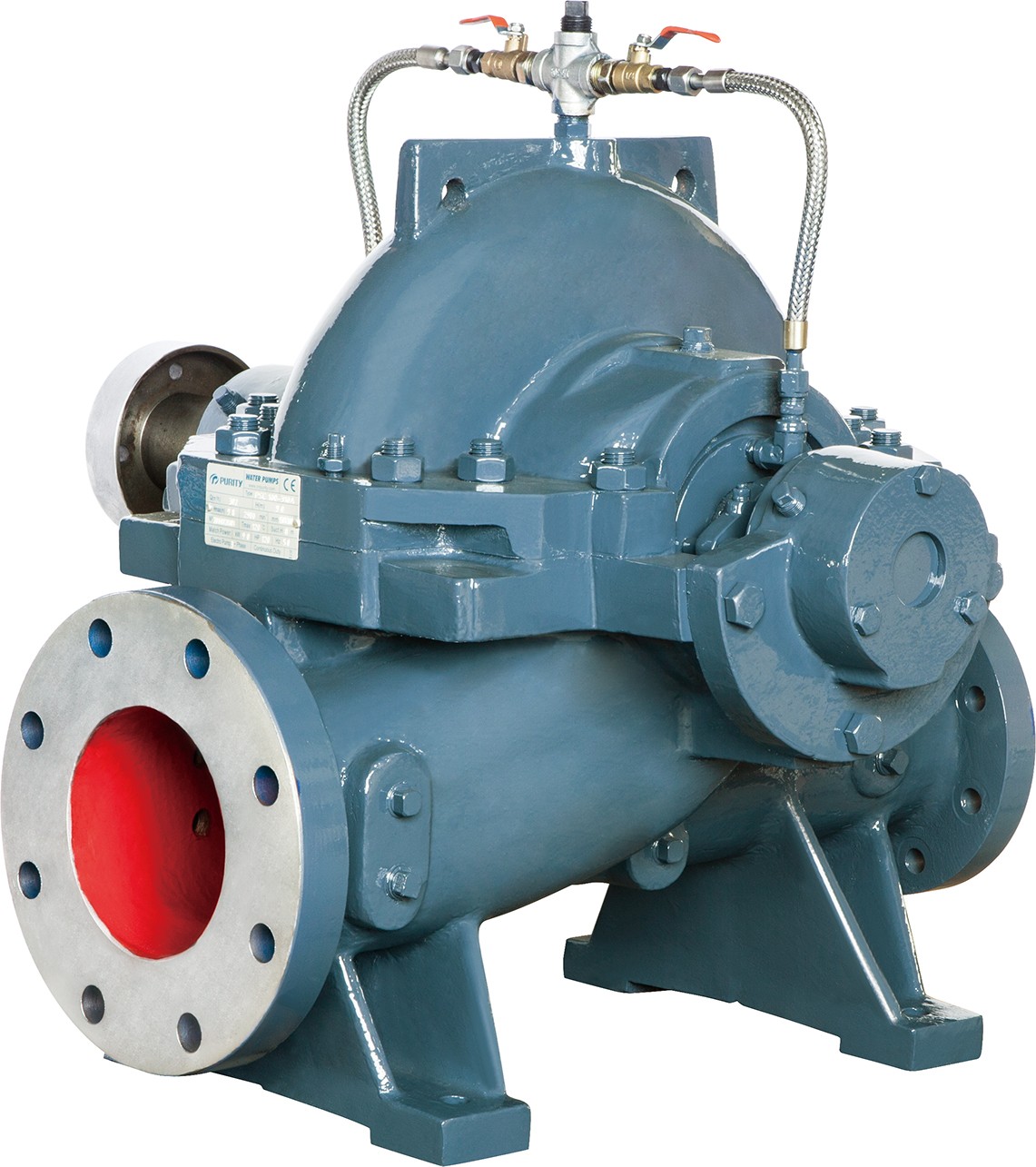
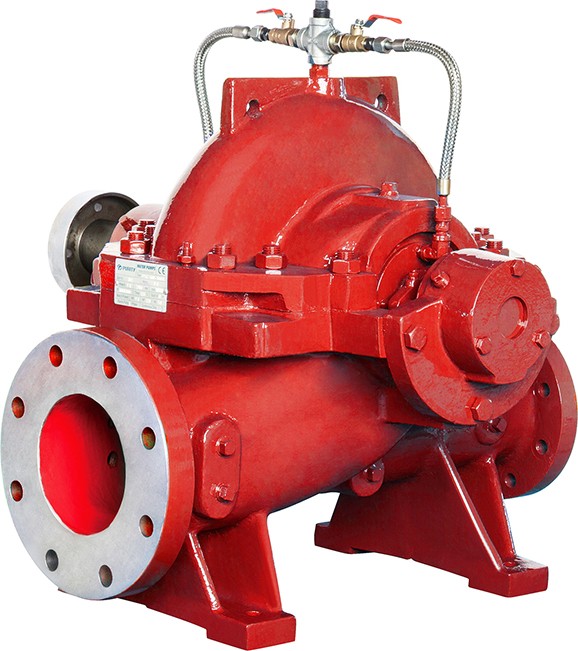
Double Suction Split Case Centrifugal Pump
This split case pump is designed for use with clean water and non-aggressive liquids. It is suitable for water supply, firefighting, irrigation, and industrial applications.
Technical Specifications
Product Overview
High-Performance Double Suction Split Case Pump
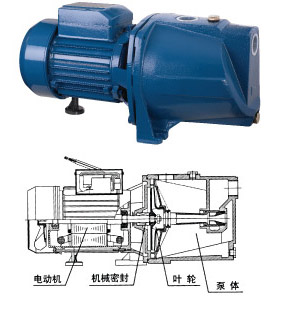
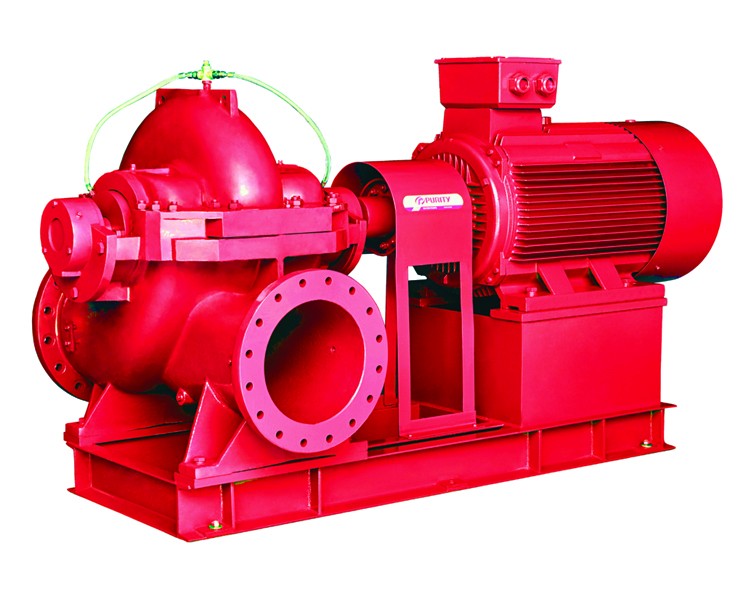
This double suction split case centrifugal pump is engineered for high-capacity fluid transfer in demanding industrial and municipal applications. Its horizontally split case design allows for easy inspection and maintenance without disturbing piping connections, while the double suction impeller ensures balanced hydraulic thrust for smooth operation and extended bearing life. This robust pump is ideal for high-flow scenarios including water supply, fire protection, and industrial process pumping.

Technical Features
Design Features
- Horizontally split case for easy maintenance
- Double suction impeller for balanced hydraulic loads
- Back pull-out design from driver
- Anti-corrosive coating on pump case (HT250)
- Available with electric motor or diesel engine drive
- High-efficiency hydraulic design


Operating Limits
Performance Metrics
25 bar
Max Working Pressure
120 °C
Max Liquid Temp
50 °C
Max Ambient Temp
- Liquid Temperature Range
- -10°C to +120°C
- Service Duty
- Continuous service S1
Materials of Construction
- Pump Case
- HT250 with anti-corrosive coating
- Impeller Options
- Stainless Steel AISI 304HT250
- Shaft Options
- Stainless Steel AISI 304Galvanized Iron
- Sealing & Bearings
- Quality bearing with mechanical seal or gland packing options
Applications
Application Areas
- Water supply and pressure boosting
- Firefighting sets
- Industrial water circulation
- Irrigation and agriculture
- HVAC and climatisation sets
- Cleaning sets
- Suitable Fluids
- Clean water and chemically non-aggressive liquids
Compliance & Quality
Certifications
CEISO 9001:2015ISO 14001:2015ISO 45001:2018