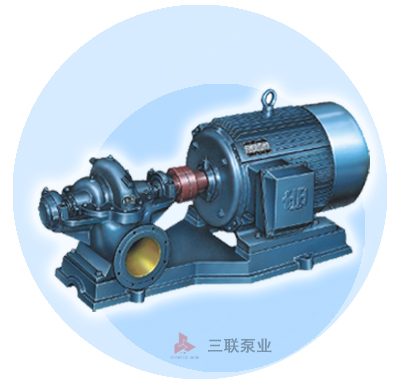
Centrifugal Split Case Pump
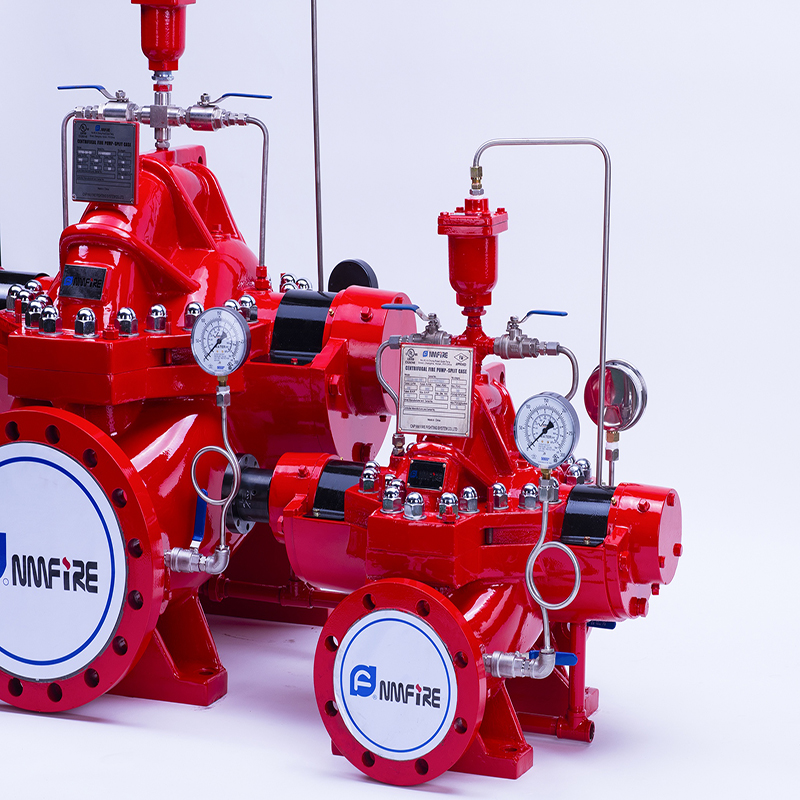
This centrifugal split case pump is designed for reliable fire protection service and high-capacity water transfer. It delivers high-volume water with stable performance, suitable for a wide range of fire suppression and industrial applications.

Technical Specifications
Product Overview
High-Performance Centrifugal Split Case Pump
This centrifugal split case pump is engineered for heavy-duty fire protection and high-capacity water delivery services. Designed for reliability in mission-critical applications, it features a robust construction that ensures stable performance under high-pressure requirements. The split case design allows for efficient maintenance and easy access to internal components, making it an ideal solution for industrial fire suppression and large-scale water supply systems.
Technical Standards
- Industry Certifications
- NFPA20ULFMEN12845GB6245CCCF
Performance Specifications
UL Certified Ratings
500 GPM
Min Flow
8,000 GPM
Max Flow
350 PSI
Max Pressure
FM Certified Ratings
500 GPM
Min Flow
7,000 GPM
Max Flow
350 PSI
Max Pressure
Technical Specifications
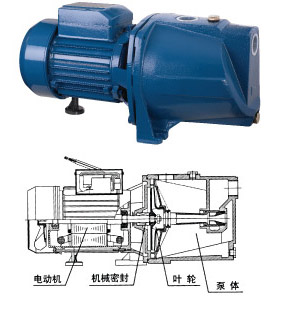
Material Composition
- Cast iron casing
- Stainless steel impeller
- Mechanical seal
Primary Applications
Fire SuppressionWater SupplyIndustrial ProcessingIrrigation