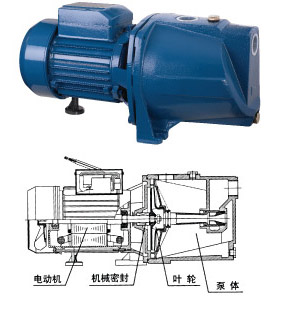
Centrifugal and Liquid Ring Vacuum Pump System
This system combines a centrifugal pump with a liquid ring vacuum pump. It is designed for efficient fluid and gas handling in demanding industrial applications.

Technical Specifications
Overview
Industrial Pump and Vacuum System
This versatile system integrates high-performance centrifugal pumping capabilities with liquid ring vacuum technology to serve demanding industrial environments. Engineered to meet rigorous international standards, it provides reliable fluid handling and gas extraction across diverse sectors including water treatment, chemical processing, and power generation. The robust construction ensures durability, while flexible material options allow for customization to specific process requirements.
Technical Standards
- Compliance Standards
- ISO 2858ISO 5199DIN 24255API 610
Material Options
Construction Materials
Cast IronCast SteelBronzeStainless Steel 304Stainless Steel 316Stainless Steel 316LDuplex Stainless Steel
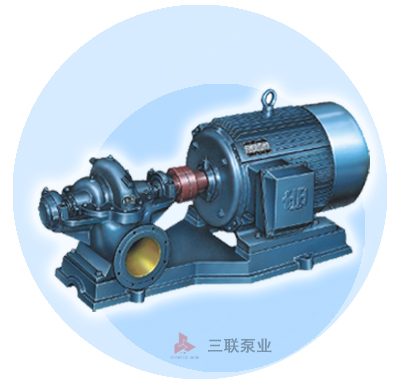
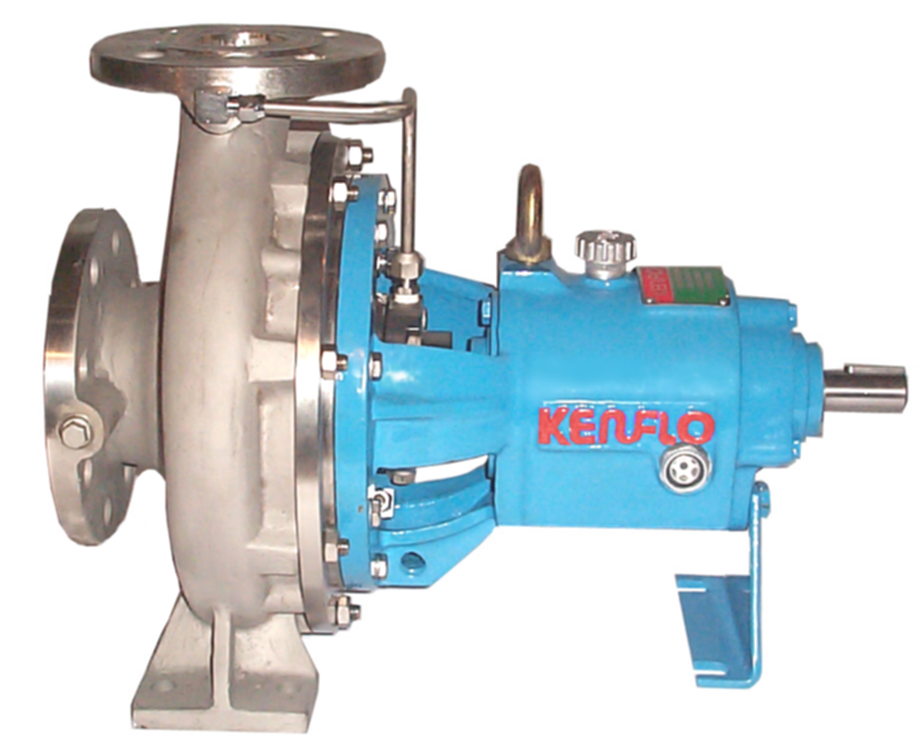
Centrifugal Pump Applications
Centrifugal Pump Use Cases
- Water & Waste Water Treatment
- HVAC Systems
- Fire-fighting Systems
- Cooling Water
- Water Boosting
- Chilled & Condenser Water
- Irrigation
- Chemical & Petroleum Industry
- Sugar Industry
- Food & Pharmaceutical Processing
- Paper Making
- Sewage Treatment
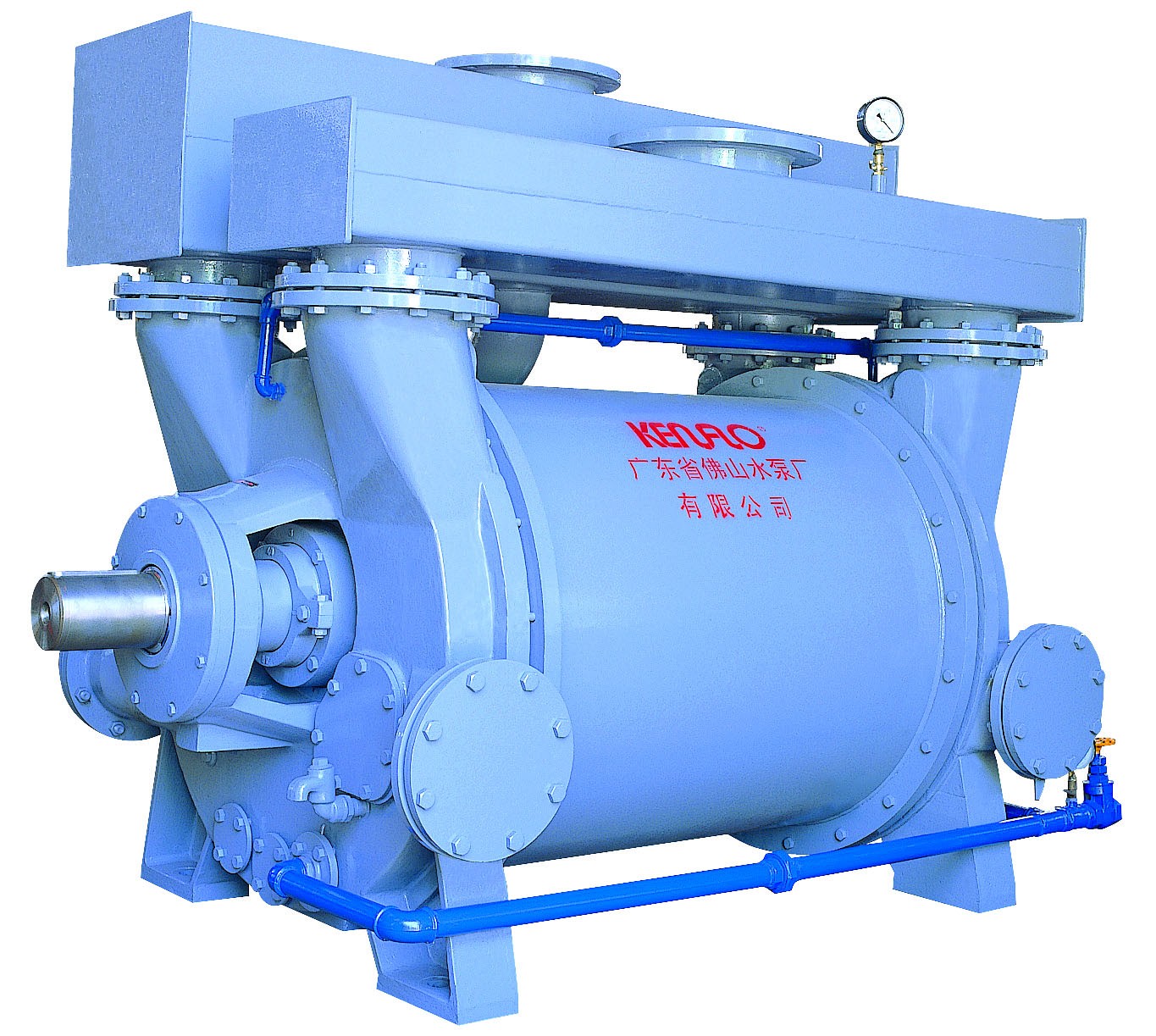
Vacuum Pump Applications
Vacuum Pump Use Cases
- Power Plant Condenser Exhausting
- Fly Ash Handling
- Paper Industry (Water Removal)
- Mining (Methane Extraction & Vacuum Filtration)
- Food Production (Boiling, Drying, Conveying)
- Hospital Central Vacuum Systems
- Timber Industry (Chemical Impregnation)
- Textile Industry (Dewatering & Distillation)
- Solvent Recovery Plants
- Petroleum Chemical (Vacuum Distillation & Gas Stripping)