Medical Protective Clothing
Source premium Medical Protective Clothing from vetted manufacturers and suppliers across Asia. Designed for medical distributors, healthcare procurement managers, and brands seeking reliable OEM production, our wholesale network delivers certified, high-volume protective apparel built to strict international standards.
Sourcing medical protective clothing requires balancing strict regulatory compliance with cost-effective bulk production. The core challenge lies in verifying that a manufacturer's material specifications and seam constructions genuinely meet the claimed protection levels, especially under sustained fluid pressure. A failure in either material integrity or factory cleanroom protocols can result in immediate border rejections or catastrophic product recalls.
Material Specifications and Construction
The foundation of any medical coverall or gown is the non-woven fabric. Most bulk procurement centers on two primary material architectures, specified by their weight in Grams per Square Meter (GSM):
- SMS (Spunbond-Meltblown-Spunbond): Typically 40 to 60 GSM, offering excellent breathability and basic fluid resistance. Ideal for AAMI Level 1 to 3 gowns.
- Microporous Film over Spunbond Polypropylene: Typically 55 to 65 GSM, providing a higher barrier against blood penetration and viral agents, necessary for AAMI Level 4 or EN 14126 compliance.
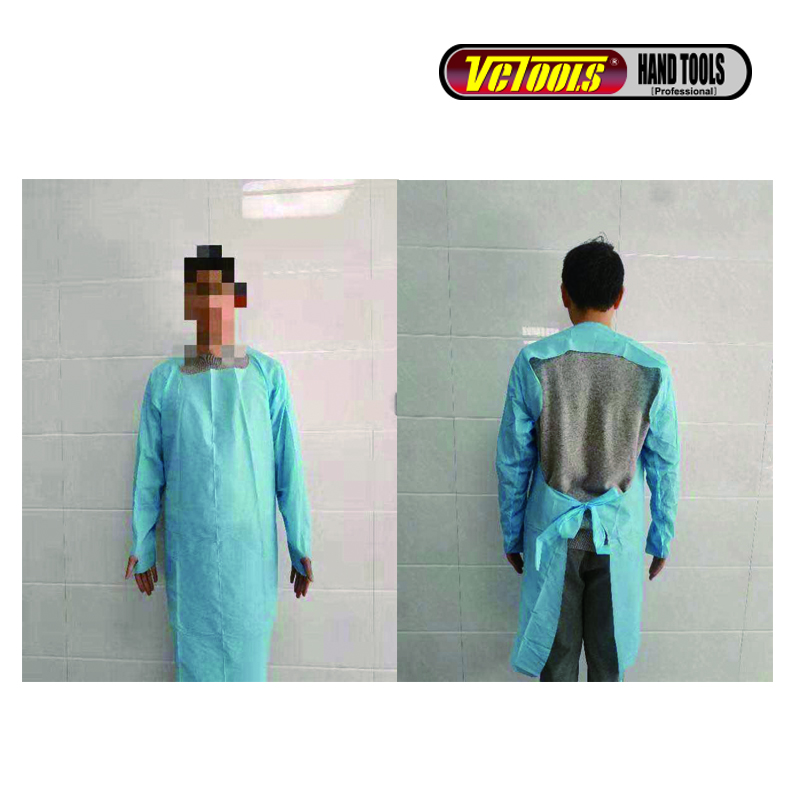
Equally critical to the fabric is the seam construction. The highest grade fabric is useless if pathogens can penetrate the stitching.
| Seam Type | Construction Method | Protection Level |
|---|---|---|
| Serged Seam | Three-thread interlocking stitch | Basic particulate, low fluid (AAMI 1-2) |
| Bound Seam | Additional bias tape stitched over the seam | Moderate fluid resistance (AAMI 3) |
| Taped Seam | Heat-sealed tape over stitched seams | Viral and heavy fluid barrier (AAMI 4) |
When negotiating with a factory, you must specify the exact tape width and heat-sealing parameters, as this is a common area where manufacturers cut corners to speed up production lines.
Struggling to verify factory specifications? Let us audit your supplier's technical capabilities.
Talk to our teamQuality Control and Regulatory Compliance
Medical protective clothing is heavily regulated. Depending on your target market, you will need to ensure the factory holds valid FDA 510(k) clearances or CE MDR documentation. However, documentation is only the first step; batch-level testing is mandatory.
If you are sourcing sterile garments, the factory must operate certified ISO Class 8 (or better) cleanrooms and utilize Ethylene Oxide (EO) or Gamma irradiation sterilization. The EO off-gassing process requires dedicated holding facilities and extends production timelines.
Critical Pre-Shipment Inspection Points
- Hydrostatic pressure testing on both fabric and taped seams.
- Visual inspection of heat-sealed tape for bubbling or incomplete adhesion.
- Verification of GSM consistency across different fabric rolls.
- Tensile strength testing of zipper attachments and elastic cuffs.
- Review of EO sterilization batch records and biological indicator results.
To mitigate risk, implementing independent Quality Control & Inspection before the goods leave the factory is non-negotiable. Furthermore, navigating the complex landscape of barrier testing (like ASTM F1670/F1671) often requires specialized Compliance & Testing services to ensure the product meets the destination country's entry requirements.
Sourcing Mechanics: MOQs, Pricing, and Lead Times
Medical consumables are high-volume, low-margin products. Securing favorable pricing requires understanding the factory's operational constraints.
- Minimum Order Quantities (MOQs): Standard MOQs for custom-branded or specific-GSM protective clothing typically start at 10,000 to 20,000 pieces per size and style. For fully custom designs (OEM), expect MOQs to exceed 50,000 pieces to justify the setup of new cutting dies and heat-sealing jigs.
- Pricing Drivers: The cost is heavily influenced by the spot price of polypropylene, the required GSM, the seam type (taped seams require slower, more labor-intensive machinery), and sterilization requirements.
- Lead Times: A standard production run for non-sterile garments takes 3 to 4 weeks. If EO sterilization is required, add a minimum of 10 to 14 days for the sterilization and mandatory off-gassing period.
Need to lock in bulk pricing and reliable lead times? We manage the end-to-end sourcing process.
Get a free consultationFrequently Asked Questions
Successful procurement of medical protective clothing hinges on rigorous specification control and uncompromising quality assurance. By validating material data, auditing cleanroom standards, and enforcing strict pre-shipment inspections, buyers can secure a reliable supply chain that withstands both regulatory scrutiny and high-stakes medical environments.
Get Sourcing Help for Medical Protective Clothing
Tell us your requirements and our experts will connect you with verified manufacturers.