Heat Sinks
Source high-performance heat sinks directly from vetted manufacturers and suppliers. Designed for electronics importers, distributors, and brands seeking reliable bulk purchasing or custom OEM/ODM production. Secure competitive wholesale pricing with stringent quality control for your thermal management needs.
Effective thermal management dictates the lifespan and reliability of modern electronics. Sourcing heat sinks in bulk means navigating a complex matrix of material purity, manufacturing tolerances, and secondary finishing processes. Whether you are procuring standard extruded profiles for consumer electronics or commissioning custom skived fin arrays for industrial servers, aligning with the right manufacturing partner is the difference between optimal thermal dissipation and catastrophic component failure.
Manufacturing Methods & Material Dynamics
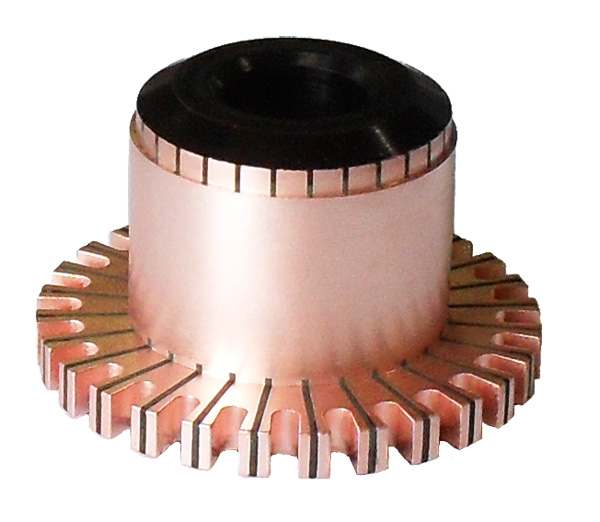
The core of your sourcing strategy depends on matching the right manufacturing process to your thermal requirements and volume expectations. Most commercial heat sinks rely on aluminum (typically 6063-T5 or 6061-T6 for extrusions) due to its balance of thermal conductivity, weight, and cost. Copper (C11000) is reserved for high-density, high-heat applications where space is constrained.
| Process | Typical Material | Fin Density | Tooling Cost |
|---|---|---|---|
| Extrusion | Aluminum 6063 | Low to Medium | Low |
| Skived Fin | Copper / Aluminum | Very High | None to Low |
| Cold Forging | Pure Aluminum | Medium to High | High |
| Die Casting | ADC12 Aluminum | Low | Very High |
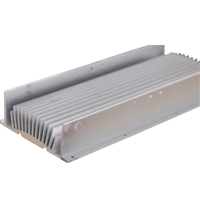
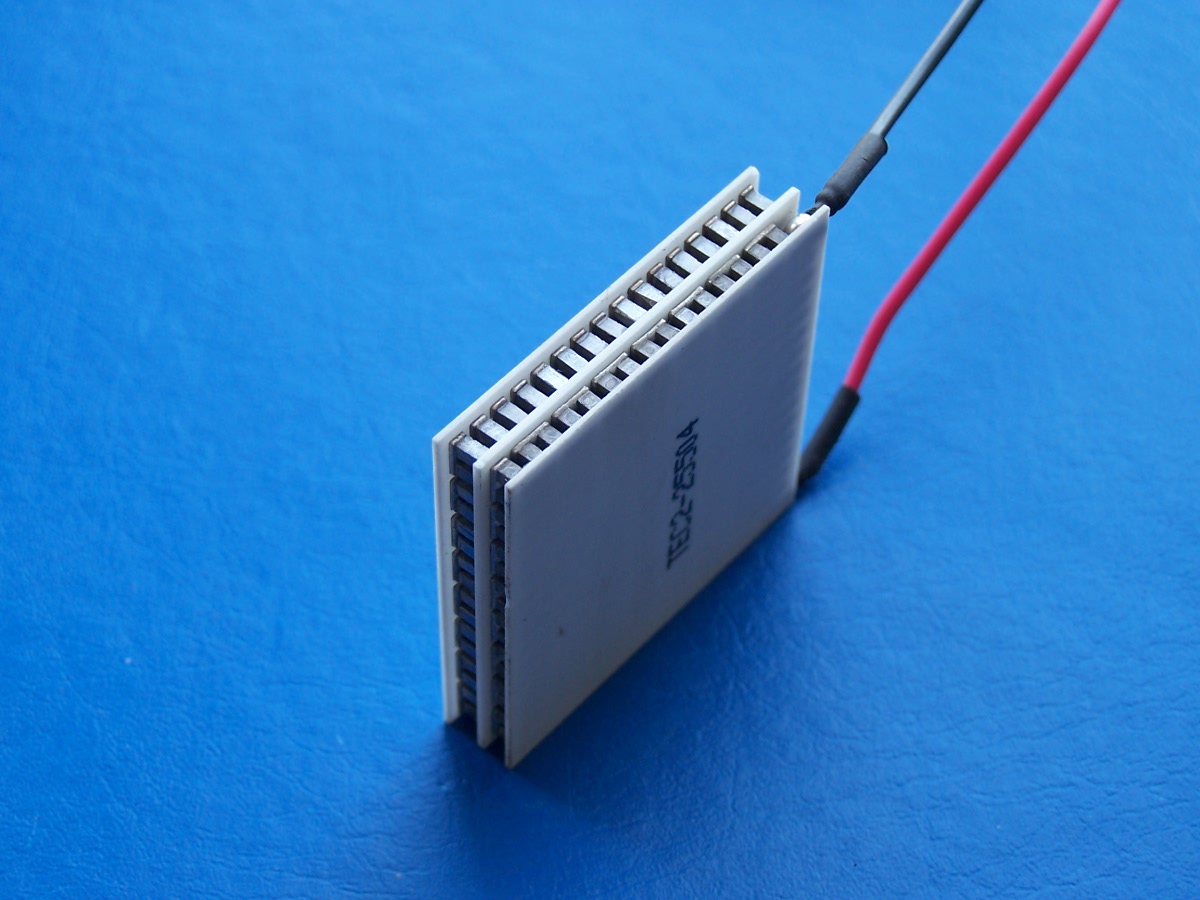
Extrusion remains the most cost-effective method for high-volume production, but it is limited by the extrusion ratio (the gap between fins versus fin height). When your thermal envelope demands extreme fin density, skiving or cold forging becomes necessary, albeit at a higher unit cost.
Need help matching your thermal requirements to the right manufacturing process? Our engineering team can guide your factory selection.
Discuss your projectCritical Specifications for OEM/ODM Production
Vague technical drawings are the leading cause of failed production runs. When engaging factories for custom OEM/ODM Services, your RFQ must explicitly define tolerances that impact thermal interface performance.
Essential RFQ Specifications
- Base Flatness & Roughness: Specify maximum deviation (e.g., ≤ 0.05mm) to ensure minimal thermal interface material (TIM) thickness.
- Alloy Certification: Demand material test reports (MTRs) to verify alloy composition, as impurities drastically reduce thermal conductivity.
- Surface Treatment Thickness: Define exact micron ranges for anodizing or nickel plating; excessively thick coatings act as thermal insulators.
- Fin Aspect Ratio: Ensure the requested fin height-to-gap ratio is within the factory's specific tooling capabilities.
Factory Floor Realities & Quality Control
A manufacturer's true capability is often tested not in the primary forming process, but in secondary machining. CNC milling of the contact base must achieve strict flatness to minimize thermal interface resistance. Conducting thorough Factory Audits before placing large orders is essential to verify their in-house tooling maintenance and CNC precision.
Common defects to monitor during production include:
- Die Wear in Extrusion: Leads to dimensional drift, thickened fin bases, or overall profile distortion over long production runs.
- Porosity in Die Casting: Trapped air bubbles in the metal reduce structural integrity and create thermal bottlenecks.
- Inconsistent Anodizing: Variations in bath temperature or chemical concentration result in color mismatch and uneven coating thickness.
Implementing rigorous Quality Control & Inspection protocols, particularly first-article inspection (FAI) and in-line checks, ensures these issues are caught before the heat sinks are packaged.
Pricing Drivers, MOQs, and Lead Times
Heat sink pricing is highly sensitive to raw material commodity markets (LME aluminum and copper prices). However, the complexity of secondary operations—such as multi-axis CNC machining, thermal interface material pre-application, or custom masking during anodizing—often accounts for a larger percentage of the final unit cost than the raw metal itself.
Tooling costs for aluminum extrusions are generally inexpensive (often under $1,000 USD for standard sizes), making custom profiles highly accessible. Conversely, die casting or cold forging tools require significant upfront capital, necessitating much higher production volumes to amortize the cost.
Optimize your supply chain with transparent pricing, negotiated MOQs, and end-to-end quality assurance.
Get a sourcing quoteBuyer FAQ
Navigating the sourcing landscape for thermal management components requires a firm grip on material science, manufacturing tolerances, and factory capabilities. By setting precise specifications and enforcing strict quality control at the source, you can secure reliable, high-performance heat sinks that protect your end products and your bottom line.
Get Sourcing Help for Heat Sinks
Tell us your requirements and our experts will connect you with verified manufacturers.