Environmental Machinery
Parcourez les produits environmental machinery de nos fournisseurs vérifiés.
Get Sourcing Help for Environmental Machinery
Tell us your requirements and our experts will connect you with verified manufacturers.
Parcourez les produits environmental machinery de nos fournisseurs vérifiés.
Tell us your requirements and our experts will connect you with verified manufacturers.

This project is for a water processing plant. It features large, open-air water treatment basins or reservoirs.

The high-temperature destruction machine utilizes high-temperature melting (anaerobic cracking) technology. It is designed to destroy hard drives and other storage media, ensuring data is unrecoverable.

This articulated fume extraction arm captures and removes harmful fumes, dust, and smoke. Its flexible, multi-jointed arm allows for optimal positioning in industrial environments.

Sluice gates are designed to control the flow of water in channels and waterways. They are commonly used in water treatment plants, irrigation systems, and flood control.

This system is designed for energy saving and environmental protection projects. It incorporates advanced technologies to minimize environmental impact and improve energy efficiency.

This mud scraper is designed for use in circular sewage treatment tanks. It efficiently removes settled solids from the base of the tank, directing sludge to a central collection point.

This circular clarifier is designed for the separation of solids from liquids in sewage treatment processes. It features a large circular tank with a central rotating mechanism for efficient settling and removal of sludge.

Large cylindrical tanks used for clarifying wastewater. They are designed for the separation of solids from liquids through stirring and settling processes.

This industrial desalination system converts seawater or brackish water into potable water. It is designed for regions with limited freshwater resources, employing membrane technology.

This industrial reverse osmosis (RO) system is designed for large-scale water processing. It efficiently removes impurities, contaminants, and dissolved solids from water sources, producing high-quality permeate for various applications.

This multi-tube system separates solids and contaminants from liquids. It is commonly used in water and wastewater treatment plants.

This regeneration system is designed for water processing. It is likely used in sewage treatment engineering and features multiple vertical cylindrical tanks with associated piping.

This pre-filtration system is designed for water processing applications, particularly in sewage treatment engineering. It removes particulate matter and impurities from water before it enters subsequent treatment stages, ensuring optimal performance.
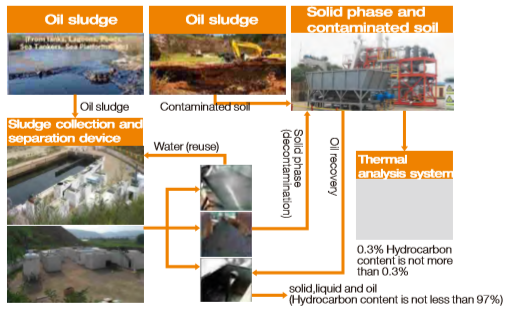
This system treats oil sludge and contaminated soil through collection, separation, and decontamination. The system recovers solid, liquid, and oil, ensuring minimal hydrocarbon content in the solid phase and high hydrocarbon content in recovered resources.
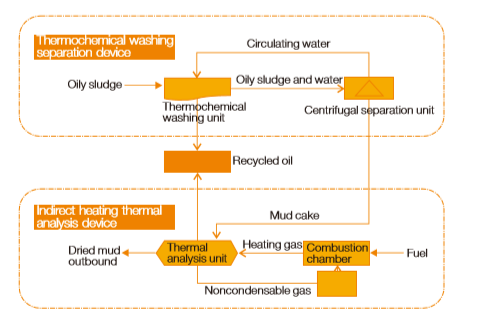
The thermochemical washing separation device processes oily sludge through a washing unit. This process yields recycled oil and dried mud.

This mobile system is designed for efficient on-site processing of construction and demolition debris. It integrates crushing, screening, and sorting functionalities to reduce waste volume, recycle materials, and minimize environmental impact.

This industrial pulse bag filter system is engineered for efficient dust collection and air purification. It features multi-stage filtration, including primary separation and secondary bag filtration, along with a pulse cleaning mechanism.

This reverse osmosis system is designed for commercial applications, delivering 600 gallons per day at 25℃ and 65 Psi. It requires a feed water pressure of 0.1 to 0.35Mpa and can handle feed water temperatures from 5℃ to 38℃.