Cylinder Heads
Source premium cylinder heads from vetted suppliers and manufacturers across Asia. Designed for automotive parts distributors, wholesalers, and brands requiring reliable OEM production, our network delivers precision-machined components ready for high-volume import and distribution.
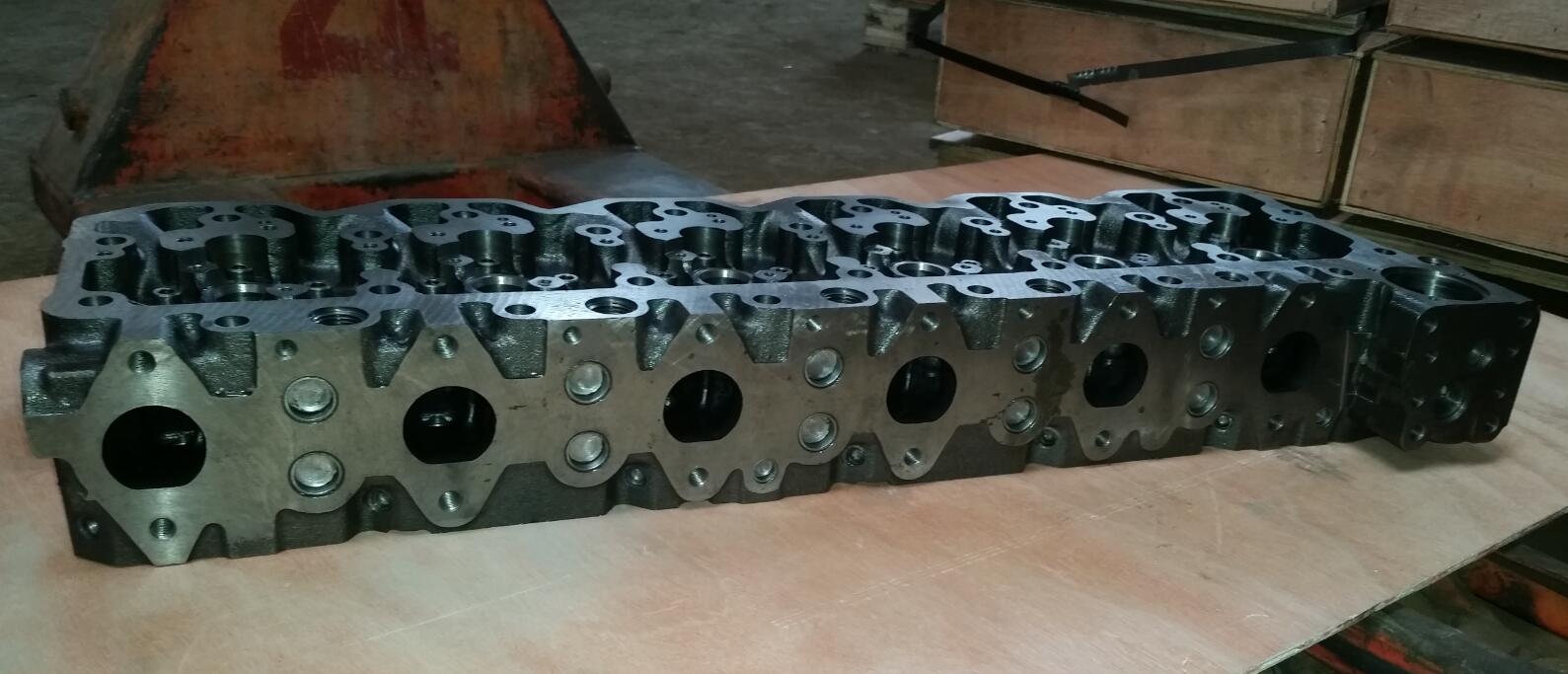
Sourcing cylinder heads in volume requires navigating a minefield of metallurgical consistency and machining precision. As the structural and thermal core of the internal combustion engine, a cylinder head demands flawless casting and exact dimensional tolerances. A single porosity defect, a warped deck surface, or misaligned valve guides can lead to catastrophic engine failure, warranty claims, and severe reputational damage. For volume buyers, the challenge lies in identifying foundries that not only cast high-quality blanks but also possess the advanced CNC capabilities required for final machining.
Material Specifications and Machining Tolerances
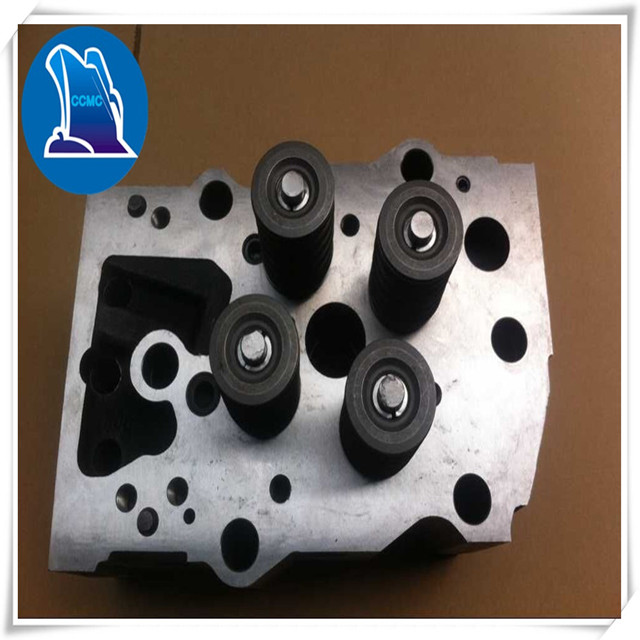
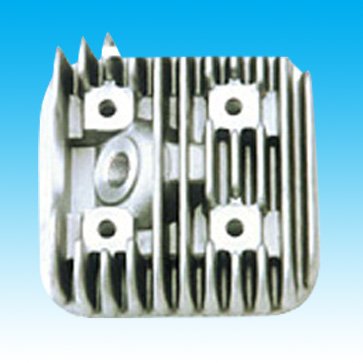
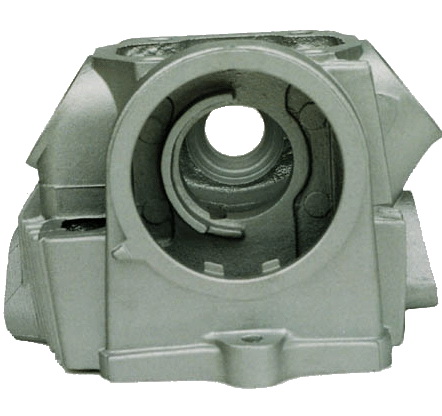
The foundational decision in cylinder head sourcing is material selection, which dictates the casting method, machining parameters, and thermal performance of the final unit. Most modern automotive applications utilize aluminum alloys for weight reduction and thermal efficiency, while heavy-duty diesel and industrial engines continue to rely on cast iron for its unmatched durability.
| Specification | Aluminum Alloy (e.g., A356-T6) | Cast Iron (e.g., HT250/HT300) |
|---|---|---|
| Thermal Conductivity | Excellent (Rapid heat dissipation) | Moderate (High heat retention) |
| Weight | Lightweight (Improves power-to-weight) | Heavy (Requires robust block support) |
| Machining Difficulty | Lower tool wear, requires exact feed rates | High tool wear, excellent dimensional stability |
| Common Applications | Passenger vehicles, performance engines | Commercial diesel, agricultural machinery |
Beyond the raw material, the critical value of a cylinder head is won or lost in the machining phase. Buyers must specify exact tolerances on the purchase order. Deck flatness must typically measure under 0.05mm across the entire surface to ensure proper head gasket sealing. Valve seat concentricity and guide clearances must be held to micron-level precision to prevent oil consumption and compression loss.
Struggling to find foundries that can meet strict flatness and concentricity tolerances? Let us match your technical requirements with proven, capable manufacturers.
Talk to our teamManufacturing Processes and Quality Control
The manufacturing of a cylinder head is a two-stage process: casting the blank and machining the features. High-volume aluminum heads are typically produced via low-pressure die casting (LPDC) or gravity die casting, which offer better density and fewer inclusions than traditional sand casting.
However, even the best casting methods are susceptible to internal defects. Shrinkage cavities, gas porosity, and micro-cracking are invisible to the naked eye but will cause the head to fail under operating pressures. Verifying a supplier's internal quality management system is non-negotiable. Before committing to a high-volume run, executing thorough Factory Audits is essential to confirm the facility has the specialized equipment required to validate both the casting and the machining.
Critical Factory-Floor QC Checkpoints
- Material Composition: Spectrometer analysis of the raw alloy batch before pouring.
- Internal Integrity: X-ray or ultrasonic non-destructive testing (NDT) to detect subsurface porosity.
- Dimensional Accuracy: Coordinate Measuring Machine (CMM) verification of valve angles, cam bore alignment, and deck flatness.
- Leak Prevention: 100% water jacket pressure testing (typically at 3-4 bar) to identify pinhole leaks.
- Surface Finish: Profilometer testing to ensure the deck surface meets the required Ra (Roughness Average) for the specified gasket type.
Relying solely on the factory's final inspection report is risky. Implementing independent, third-party Quality Control & Inspection prior to shipment ensures that the batch meets your exact engineering drawings before the container is loaded.
Sourcing Realities: MOQs, Lead Times, and Tooling
Pricing and lead times for cylinder heads vary significantly depending on whether you are purchasing existing aftermarket replacements or developing custom heads requiring new tooling. For standard aftermarket replacements (e.g., common replacements for popular commercial engines), suppliers may have existing molds, reducing both cost and time to market.
If you are developing proprietary performance heads or specialized components, you will need to engage in comprehensive OEM/ODM Services. This involves significant upfront investment in core boxes and casting molds.
Tooling ownership must be explicitly negotiated. Ensure your contract clearly states that you own the molds upon final payment, preventing the factory from using your proprietary design to supply competitors.
Need to develop custom tooling or negotiate better terms for volume aftermarket orders? We can help you structure secure, cost-effective supplier agreements.
Get a free consultationFrequently Asked Questions
Sourcing cylinder heads successfully is an exercise in rigorous technical validation. The difference between a profitable product line and a costly recall comes down to the supplier's metallurgical control and CNC precision. Partnering with a team that understands how to audit foundries, enforce strict machining tolerances, and manage complex tooling agreements allows you to secure reliable inventory while minimizing supply chain risk.
Get Sourcing Help for Cylinder Heads
Tell us your requirements and our experts will connect you with verified manufacturers.