Conveyors
Parcourez les produits conveyors de nos fournisseurs vérifiés.
Get Sourcing Help for Conveyors
Tell us your requirements and our experts will connect you with verified manufacturers.
Parcourez les produits conveyors de nos fournisseurs vérifiés.
Tell us your requirements and our experts will connect you with verified manufacturers.

This sealed belt conveyor system is engineered for efficient and dust-free material transport. The fully enclosed structure prevents material spillage and environmental contamination.

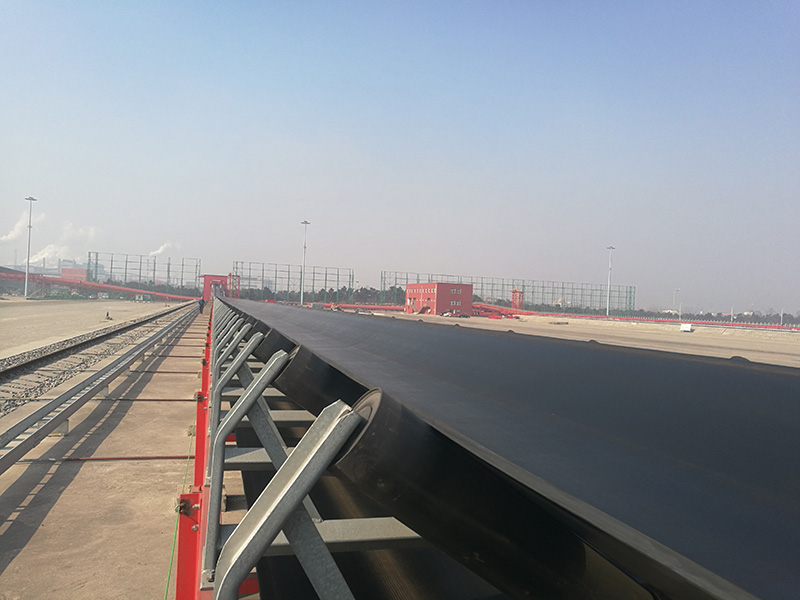
This heavy-duty belt conveyor system is designed for continuous material handling. It features a robust steel frame construction with idler rollers supporting a durable rubber conveyor belt.

This air cushion conveyor system is engineered for efficient and gentle material handling. It uses air pressure to create a cushion, allowing materials to move with minimal friction, which reduces wear and ensures smooth operation.

The scraper conveyor is designed for the efficient horizontal or inclined transport of bulk materials. Its interconnected scrapers push material forward within an enclosed structure, minimizing dust and spillage.

This bucket elevator is a vertical conveying system for efficiently moving bulk materials. It utilizes a series of buckets attached to a rotating chain or belt to elevate materials.

This vertical chain bucket elevator efficiently lifts materials such as ore, coal, cement, and grain. It is composed of operating parts, a driving device, an upper and lower unit, and a central casing.

The B6X Belt Conveyor is a robust material handling solution for demanding industrial applications. It transports bulk materials like aggregates, ores, and coal over varying distances and elevations.
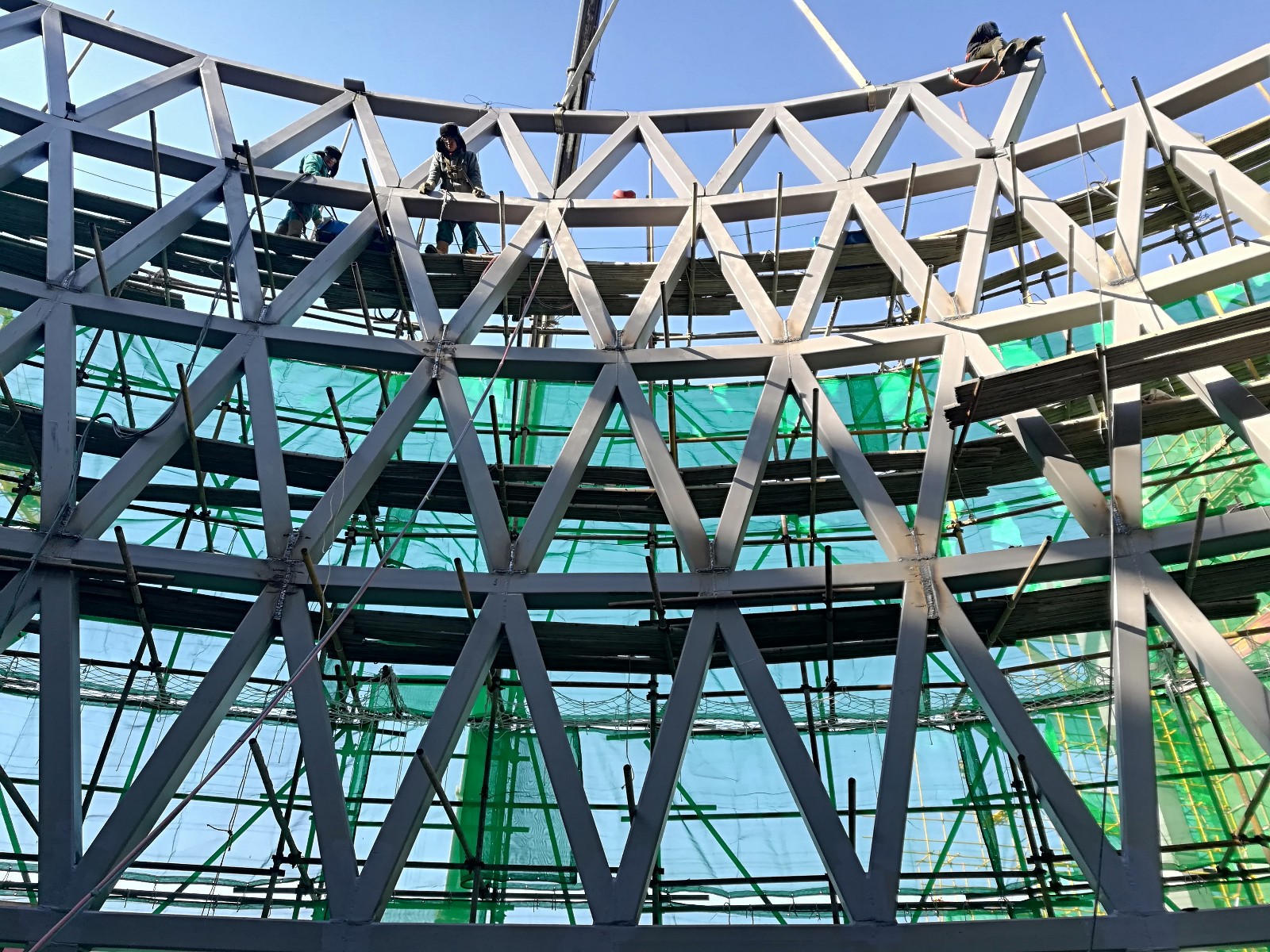
This belt conveyor system features a steel structure for enhanced stability and durability. It is designed for efficient material transport in various industrial applications.

This system is designed for the efficient conveyance of aggregates. It includes belt conveyors, a steel structure, and an electrical control system to facilitate material transport.
This system includes seven belt conveyors with a total length of 7.8 kilometers. It has a rated capacity of 9000 tons per hour and an annual loading and unloading capacity of 40 million tons.

This system is composed of 22 belt conveyors with a total length of 16.5 kilometers. It has a rated capacity of 9000t/h for unloading, storage, and loading.
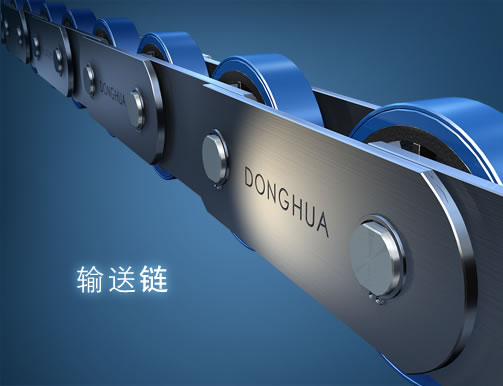
This high-precision conveyor chain is designed for demanding industrial applications. It features durable construction, smooth operation, and resistance to wear for reliable performance.

This chain and conveyor belt is engineered for heavy-duty industrial use. It provides durable and reliable material handling for industries like manufacturing, mining, and logistics.

This industrial conveyor belt system facilitates the movement of materials in a variety of settings. It is constructed with a robust frame and powered by a motor for efficient operation.

This automated system is designed for transporting or processing materials in a linear fashion. The machinery incorporates hydraulic cylinders and robust steel construction, making it suitable for heavy-duty industrial applications.

This belt conveyor is designed for efficient material handling in various industrial applications. Constructed from stainless steel, it ensures durability and corrosion resistance, making it suitable for demanding environments.

This screw conveyor is designed for efficient material handling. Constructed from stainless steel, this mobile conveyor features a hopper for easy loading and a geared motor for reliable operation.
This mechanical equipment is designed for material handling and conveying. It utilizes a series of rollers and platforms in a multi-level arrangement for efficient transfer and processing.