Conveyors
Parcourez les produits conveyors de nos fournisseurs vérifiés.
Get Sourcing Help for Conveyors
Tell us your requirements and our experts will connect you with verified manufacturers.
Parcourez les produits conveyors de nos fournisseurs vérifiés.
Tell us your requirements and our experts will connect you with verified manufacturers.
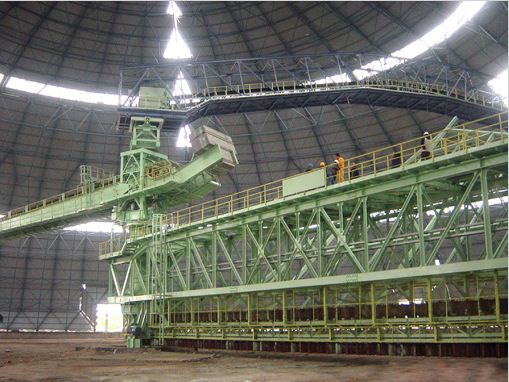
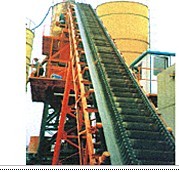
This system is designed for the efficient handling of bulk materials within large industrial structures. It utilizes a network of heavy-duty conveyor belts to stack and reclaim materials.

This truck-mounted conveyor belt system is engineered for efficient material handling in various industrial applications. The system features a telescopic boom and multiple hydraulic cylinders, mounted on a multi-axle truck chassis for enhanced stability.

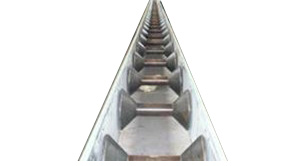
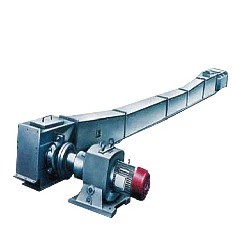
This chain conveyor system is designed for efficient material handling. It features a durable steel frame, robust chain, and side rails to prevent spillage.
Roller belt conveyor systems are designed for efficient and reliable material handling in various industrial applications. These systems feature a robust construction with steel support structures and high-quality roller belts for smooth and consistent material transport.
This enclosed chain conveyor system efficiently and reliably moves materials in industrial settings. Its robust chain mechanism operates within an enclosed structure, suitable for horizontal, vertical, or inclined paths.
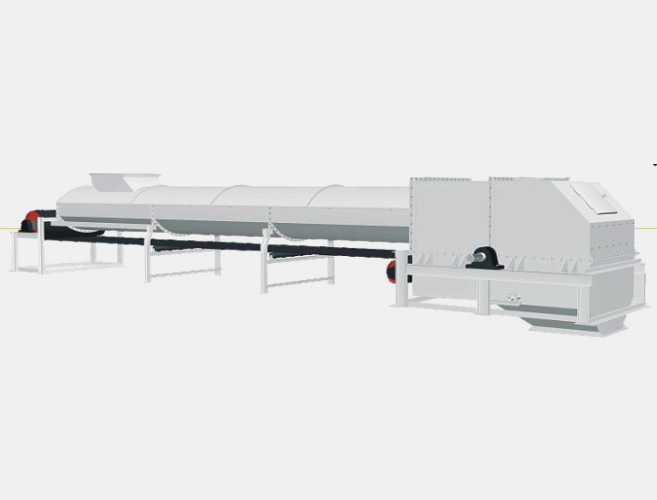
This air cushion conveyor system gently conveys bulk materials using a cushion of air, reducing friction and product damage. The system features an enclosed conveyor trough, air supply, adjustable air pressure, and a discharge mechanism.

This high-angle conveyor is designed for vertical or steep incline material handling. The system utilizes a robust chain-driven mechanism with reinforced side guides to prevent spillage.

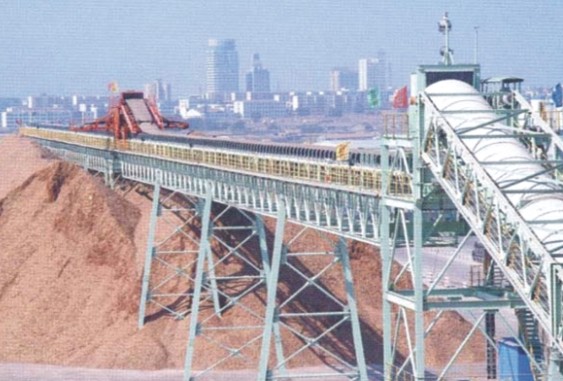
This long-distance conveyor system is engineered for transporting bulk materials across significant lengths. Supported by a series of metal frames and rollers, the belt ensures smooth and efficient movement.

This mobile conveyor system is designed for efficient material handling in various industrial and construction applications. It features a robust steel frame, adjustable height, and a durable conveyor belt.

The double belt adopts a two-stage drive with an auxiliary fine-pitch chain, eliminating mechanical non-synchronization. It is equipped with a flexible tight system to make operation stable and reliable.

This continuous loading machine is designed for efficient and high-volume material handling in industrial settings. It features a robust steel structure with a long, articulated boom and a conveying system for continuous loading operations.
This mine belt conveyor is used for mechanized coal face crossheading transport. It can also be used for general coalface crossheading transport and tunnel boring transport.

This mobile belt conveyor is designed for efficient material handling across various applications. It is suitable for mechanized coal face transport, general coal face transport, and tunnel boring.

This mobile belt conveyor is mainly used for mechanized coal face crossheading transport, but can also be used for general coalface crossheading and tunnel boring transport. It is suitable for large transport volumes and long distances.
This mine belt conveyor is designed for mechanized coal face crossheading transport. It can also be used for general coalface crossheading transport and tunnel boring transport.

This mine belt conveyor is designed for mechanized transport in coal faces. It can also be used for general coalface transport and tunnel boring, offering high-volume, long-distance capabilities.

This conveyor system is designed for high-efficiency material handling. It facilitates fast and automated transfer between storage and processing facilities.

This industrial conveyor system is designed for efficient material transport. It features a robust steel structure suitable for use in chemical processing plants.