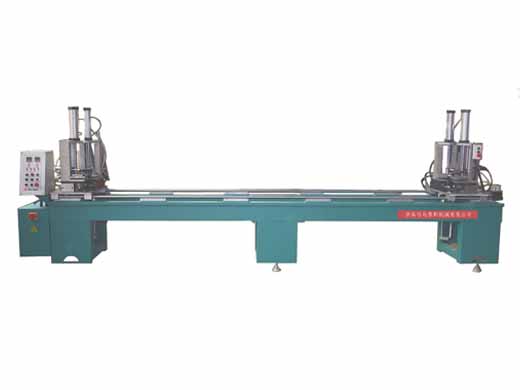
Butt Welders
Source industrial butt welders from vetted manufacturers and wholesale suppliers. Built for importers, equipment distributors, and brands requiring OEM production, our network delivers reliable resistance welding machines tailored for high-volume wire, rod, and band saw joining applications.
Sourcing commercial butt welders—whether upset welders for wire drawing lines or flash butt welders for heavy rod and tube—requires strict attention to electrical efficiency and mechanical alignment. The primary sourcing challenge is separating factories that build continuous-duty machines with genuine copper transformers from assemblers using underrated components that overheat under industrial loads.
When importing these machines in bulk, specifying the right technical parameters and enforcing rigorous pre-shipment testing is the only way to ensure they perform reliably on your customers' production floors.
Core Specifications to Define with Suppliers
To get accurate pricing and avoid receiving underpowered equipment, you must define the operational limits of the machine. Factories base their quotes on the transformer capacity and the mechanical force systems.
- Rated Capacity (KVA): This dictates the maximum cross-sectional area the machine can weld. Do not rely on nominal KVA ratings alone; specify the duty cycle (typically 50 percent for industrial resistance welders) at that KVA.
- Clamping and Upsetting Force: For small wire welders, spring or pneumatic systems suffice. For heavy-duty flash butt welders, specify hydraulic systems and state the required upsetting force in kilo-newtons (kN).
- Welding Range: Define the minimum and maximum diameters (in mm) and the materials (low carbon steel, high carbon steel, copper, or aluminum). Different materials require different current densities and upsetting speeds.
- Controller Type: Specify whether you need a basic microprocessor controller or a full PLC system with touch-screen interfaces. For OEM/ODM services, controllers can be customized with your brand's specific interface and language requirements.
| Feature | Upset Butt Welders | Flash Butt Welders |
|---|---|---|
| Primary Application | Wire, thin rod, band saw blades | Heavy rod, pipe, structural profiles |
| Process | Pressure applied before heating | Flashing (arcing) before forging pressure |
| Weld Joint | Smooth, minimal flash | Large flash requiring grinding/removal |
| Power Requirement | Lower KVA | High KVA with high instantaneous draw |
Manufacturing Quality and Factory Vetting
The lifespan of a resistance welder is determined by its transformer and its clamping dies. Low-cost manufacturers often cut corners here to offer aggressive pricing. Conducting thorough factory audits is crucial to verify the supplier's internal quality management and component sourcing.
Critical Component Checks
- Transformer Windings: Insist on 100 percent copper windings. Aluminum windings run hotter, have a lower duty cycle, and are a common cost-cutting measure.
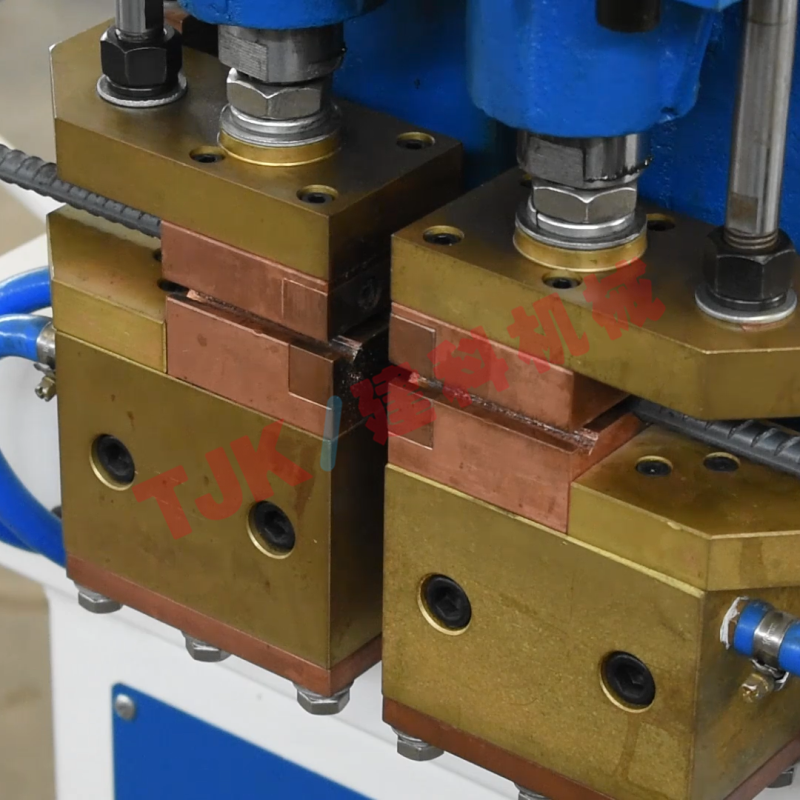
- Clamping Dies: Ensure dies are made of high-conductivity, wear-resistant materials like chromium-zirconium-copper (CuCrZr).
- Cooling Systems: For machines over 10 KVA, verify the internal water-cooling channels route through both the transformer and the thyristors.
- Pneumatic/Hydraulic Cylinders: Specify reputable international brands for cylinders and valves to ensure consistent upsetting force and easy maintenance.
Need help verifying a manufacturer's technical capabilities? We audit welding equipment factories to ensure they meet your exact load and duty-cycle requirements.
Talk to our teamQuality Control and Pre-Shipment Inspection
Defects in butt welders often only appear under load. Visual inspections are insufficient; you must require functional testing during quality control & inspection before the container is loaded.
The most common defect is poor clamping alignment. If the left and right clamping dies are misaligned by even a fraction of a millimeter, the resulting weld will be offset, leading to weak joints and wire breaks during subsequent drawing processes.
Require the factory to perform sample welds on your specified materials at the maximum rated diameter. The inspector should verify the alignment of the welded sample, check the controller for accurate current delivery, and run the machine continuously to test the efficacy of the water-cooling system.
Typical Pricing, MOQs, and Lead Times
Because butt welders are specialized industrial machinery, MOQs are highly flexible, but lead times reflect the custom assembly required.
Pricing is heavily dependent on the KVA rating, the use of copper vs. aluminum in the transformer, and the sophistication of the pneumatic/hydraulic systems. A 5 KVA manual wire butt welder may cost a few hundred dollars, while a fully automated 200 KVA hydraulic flash butt welder can run well into the tens of thousands.
Managing heavy machinery procurement requires precise technical negotiation. Let us handle supplier communication, quality control, and international freight for your welding equipment orders.
Get a free consultationBuyer FAQ
Sourcing reliable butt welders requires looking past the spec sheet to understand how the machine is actually built. By demanding copper transformers, precision-machined clamping dies, and rigorous functional testing before shipment, you protect your investment and ensure the equipment performs exactly as promised on the production line.
Get Sourcing Help for Butt Welders
Tell us your requirements and our experts will connect you with verified manufacturers.