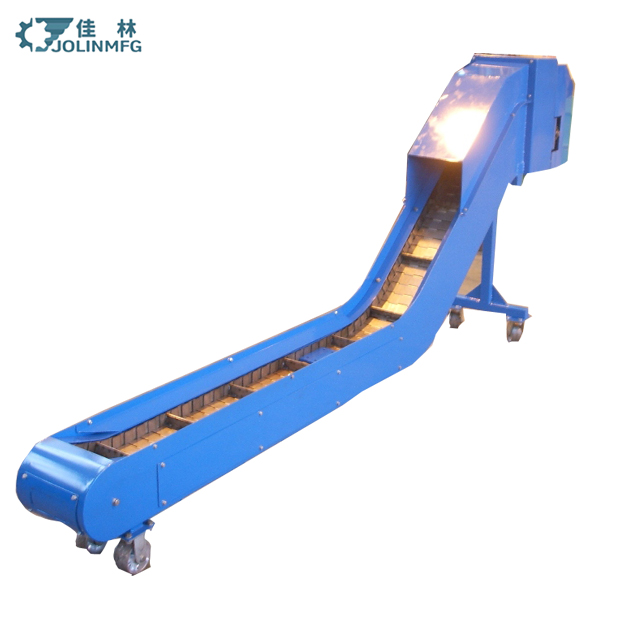
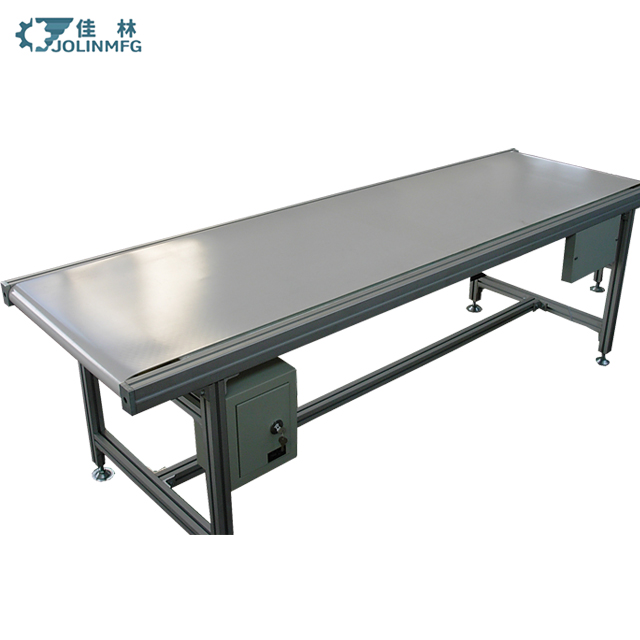
Bag Belt Conveyor System
This bag belt conveyor system efficiently transports bags and packaged goods in production lines. It ensures smooth material handling, minimizing product damage during the conveying process.


Technical Specifications
Overview
Comprehensive Packing & Conveying Solutions
This industrial bag belt conveyor system is engineered for high-efficiency material handling across the packing industry, from initial conveyance to end-of-line solutions. Designed for versatility, the system supports a wide range of applications including food processing, agriculture, and chemical manufacturing. With robust construction and modular configurations, it ensures stable and consistent transport for bags, cartons, bottles, and bulk materials.
System Capabilities
Integrated Industry Solutions
- Convey & Deliver Systems
- Packing Machine Integration
- Palletizer Robot Compatibility (Bags, Cartons, Bottles)
- Automatic Guided Vehicle (AGV) Interfacing
- Stereoscopic Warehouse Connectivity
- Vertical Elevator Systems
- Automatic Central Kitchen Applications


Technical Design
Drive & Control
- Geared Motor Drive
- Directly Coupled Power Transmission
- Enclosed Control Boxes
- Adjustable Speed Control
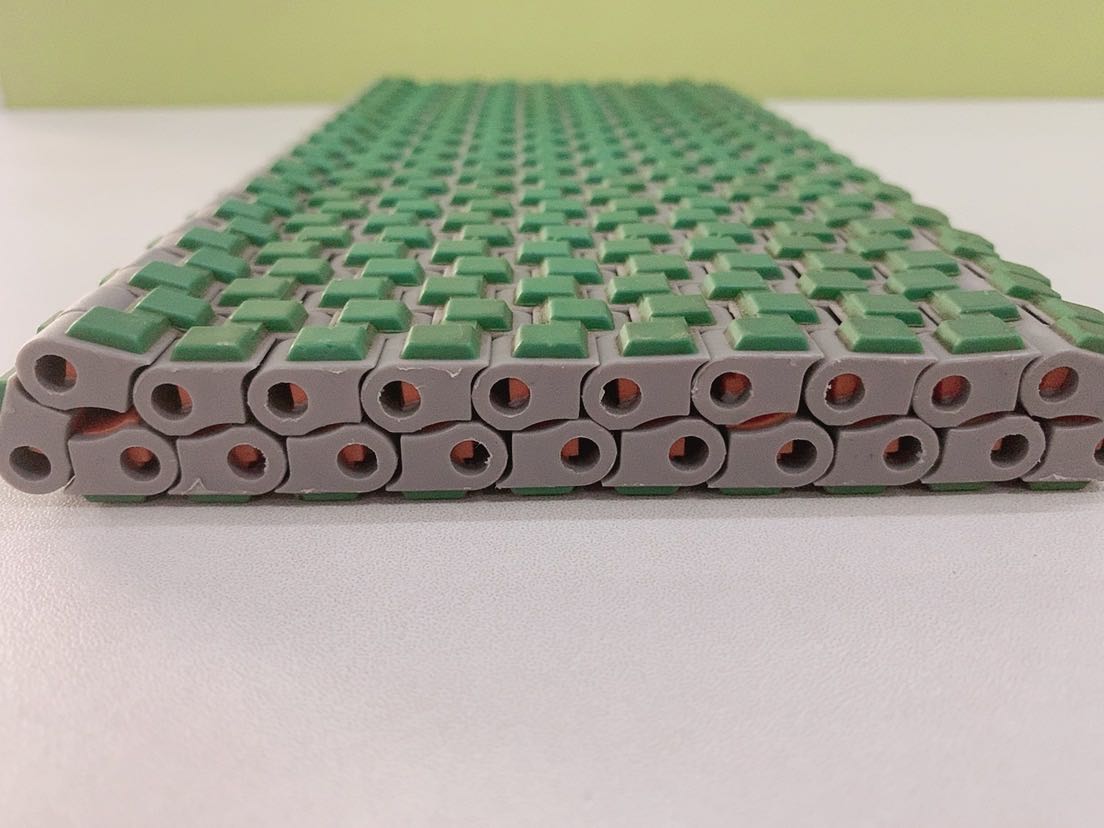
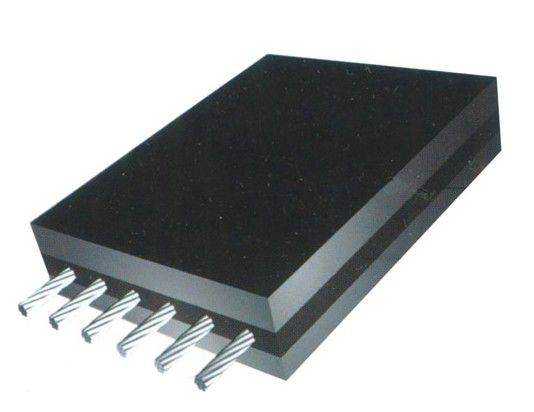
- Construction Features
- Heavy-Duty Steel FrameAluminum Frame OptionsDual Chain SystemScrew Conveyor MechanismModular DesignAdjustable Height Supports



Safety & Quality
Quality Standards
ISO 9001:2000 Certified
- Safety Enhancements
- Yellow Safety GuardsHigh-Visibility EdgesHygienic Operation Design

Application
Target Industries
- Food & Beverage Processing
- Logistics & Warehousing
- Chemical Manufacturing
- Agriculture
- Packaging Industry
- Handled Materials
- BagsCartonsBottlesCansPowdersGranulesBulk Materials