210-Pint Industrial Dehumidifier with Pump
This industrial dehumidifier removes 210 pints of moisture per day at saturation. It has a built-in pump for continuous water drain out and operates between 35°F - 100°F.



Technical Specifications
Overview
High-Capacity Industrial Moisture Control
This 210-pint industrial dehumidifier is engineered for demanding environments such as construction sites, water damage restoration, and large-scale industrial facilities. Featuring advanced LGR technology and a built-in water pump, it ensures continuous, unattended operation by automatically discharging collected moisture. Its rugged rotomolded housing and high airflow capacity make it a reliable solution for maintaining optimal humidity levels and preventing structural damage.
Performance
Water Removal Capacity
210 Pints/Day
Saturation (90°F/90% RH)
175 Pints/Day
High Humidity (86°F/80% RH)
100 Pints/Day
AHAM Standard (80°F/60% RH)
- Rated Airflow
- 220 CFM
- Temperature Operating Range
- 35°F - 100°F
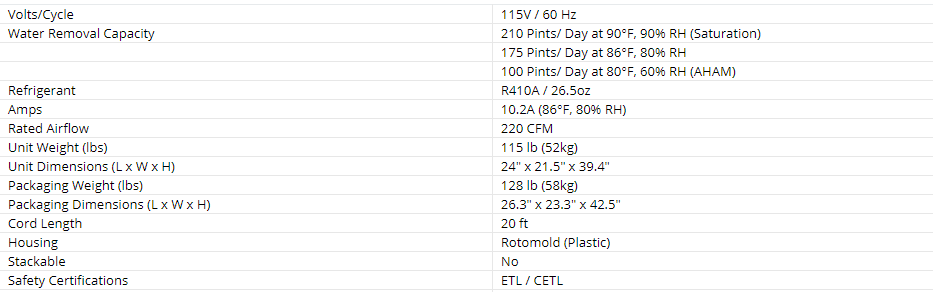
Electrical & Refrigeration
- Power Supply
- AC 115V / 1PH / 60Hz
- Rated Current
- 10.2 A
- Refrigerant Type
- R410A / 26.5oz
- Power Cord Length
- 20 ft
Physical Construction
- Housing Material
- Rotomold (Plastic)
- Unit Dimensions (L x W x H)
- 24" x 21.5" x 39.4"
- Unit Weight
- 115 lbs
- Stackable Design
- No
Features & Compliance
Key Features
- Built-in water pump for continuous drainage
- Continuous 24-hour operation capability
- LGR (Low Grain Refrigerant) technology
- Integrated condensate tank
- Safety Certifications
- ETLCETL
- Warranty Coverage
- 5-year warranty for Compressor & Condenser/Evaporator
Logistics
Shipping Details
| Metric | Value |
|---|---|
| Packaging Dimensions | 26.3" x 23.3" x 42.5" |
| Packaging Weight | 128 lbs (58kg) |



